1. Preparação: A Regra de Ouro da Limpeza e Estabilização
A preparação não é apenas uma etapa higiênica; é uma etapa metrológica. Sem ela, qualquer medição é apenas uma estimativa. Para o sistema Passa-Não-Passa, onde as tolerâncias são frequentemente medidas em micrometro, qualquer resíduo é um obstáculo físico.
A Anatomia da Sujeira Industrial
No chão de fábrica, o calibrador enfrenta três inimigos invisíveis que invalidam o teste:
- Cavacos e Limalhas: Micropartículas de metal que podem riscar a face lapidada do calibrador. Um risco no calibrador cria uma “rebarba” microscópica para fora, aumentando o diâmetro do tampão e fazendo uma peça boa ser rejeitada (Falso Negativo).
- Óleos e Fluidos de Corte: Muitos fluidos de usinagem tornam-se viscosos com o tempo. Essa viscosidade cria uma “camada hidráulica” que oferece resistência à entrada do lado Passa, enganando o operador.
- Sais da Pele (Suor): O pH do suor humano é ácido. Tocar a face de medição sem limpeza posterior inicia um processo de oxidação (ferrugem) em poucas horas, destruindo a rugosidade superficial do instrumento.
O Protocolo de Limpeza Profissional
Para garantir a integridade dos dados de inspeção é necessário:
- Pré-limpeza: Remover o excesso de óleo com papel absorvente industrial que não solte fibras.
- Desengraxante Volátil: Utilizar álcool isopropílico ou um limpador específico para metrologia. Evite solventes que deixem película oleosa nesta etapa.
- Pano de Microfibra: A limpeza deve ser feita com movimentos longitudinais (no sentido do eixo), nunca circulares, para evitar o acúmulo de resíduos nos cantos vivos do calibrador.
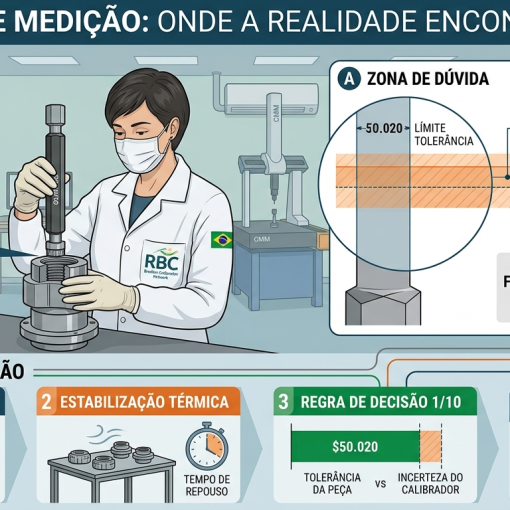
A Variável Invisível: Dilatação Térmica
Este é o ponto onde você demonstra domínio técnico superior. O aço possui um coeficiente de expansão térmica linear que para o aço comum é de aproximadamente 11,5 x 10-6 °C.
Exemplo Prático: Se um calibrador de 50 mm for manuseado por muito tempo sem proteção térmica, ele pode expandir o metal em quase 6 micrometros. Em tolerâncias apertadas (como um ajuste H7), isso é o suficiente para reprovar uma peça perfeita.
- Dica de Ouro: Utilize luvas ou segure o calibrador pelo cabo isolante (geralmente de alumínio anodizado ou baquelite) para evitar a transferência de calor do corpo para a face de medição.
2. O Lado “Passa” (Go): Garantindo a Montabilidade
O objetivo do lado Passa é verificar se a peça possui espaço suficiente para a montagem. Se o calibrador “Passa” entrar, você tem a garantia de que o eixo ou o furo não impedirá o encaixe dos componentes no produto final.
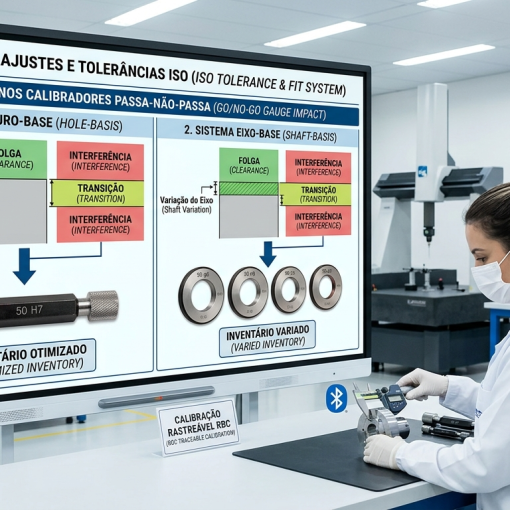
O Conceito de Máximo Material (CMM)
Para um furo, o “Máximo Material” ocorre quando ele está no seu menor diâmetro permitido. Para um eixo, é quando ele está no seu maior diâmetro.
- O lado “Passa” simula a contrapeça perfeita no limite de tolerância.
- Se ele entrar, a peça está “limpa” para montagem.
A Técnica de Inserção Sem Erros
O erro mais comum no chão de fábrica é o desalinhamento. Aqui estão as regras para uma medição precisa:
- Alinhamento Axial: O calibrador deve estar perfeitamente concêntrico ao furo (ou paralelo ao eixo). Se houver inclinação, ele travará por interferência geométrica, gerando um falso negativo (rejeitando uma peça boa).
- A Regra do Peso Próprio: Para calibres de diâmetros maiores, o peso do próprio instrumento deve ser suficiente para fazê-lo deslizar. Para calibres pequenos, use apenas a ponta dos dedos.
- Dado Técnico: Aplicar força excessiva pode expandir elasticamente um furo de parede fina ou comprimir um anel, mascarando um erro de medida.
- Giro Suave (Roscas): No caso de calibradores de rosca, o lado Passa deve ser rosqueado manualmente até o fim da profundidade útil. Se travar no meio, há um erro de passo ou flanco, mesmo que o diâmetro pareça correto.
O Desgaste: O Ponto Cego da Qualidade
Como o lado Passa entra em todas as peças aprovadas, ele sofre muito mais desgaste que o lado Não Passa.
- Fato: Um calibrador “Passa” gasto fica menor (no caso de tampões). Isso significa que ele começará a aprovar peças que, na verdade, deveriam ser rejeitadas por estarem com o furo pequeno demais.
- Ação CDM: É recomendável o uso de Calibradores com Metal Duro ou revestimento de Cromo Duro para o lado Passa se a produção for de alto volume. Isso aumenta a vida útil em até 10 vezes.
Diagnóstico de Rejeição no Lado Passa
Se o lado Passa não entrar:
- Status: Peça Rejeitada Temporariamente.
- Causa: Diâmetro insuficiente (furo muito pequeno ou eixo muito grande).
- Solução: Retrabalho de usinagem (alargar o furo ou reduzir o eixo).
3. O Lado “Não Passa” (No-Go): O Limite da Rejeição
O lado Não Passa verifica a Condição de Mínimo Material. Ele garante que um furo não está grande demais ou que um eixo não está fino demais, o que causaria folgas excessivas, vibrações ou falhas estruturais no produto final.
Identificação Visual e Ergonômica
Diferente do lado “Passa”, o lado “Não Passa” é projetado para ser identificado instantaneamente, evitando erros de operação:
- Comprimento: Geralmente é mais curto que o lado Passa.
- Sinalização: Possui uma ranhura vermelha no cabo ou o próprio corpo marcado em vermelho.
- Diâmetro: No caso de um calibrador tampão, o diâmetro do “Não Passa” é ligeiramente maior que o do lado “Passa”.
A Técnica da “Pressão de Pluma”
Este é o conceito mais importante para o operador. O lado “Não Passa” não deve entrar na peça.
- O Teste: Encoste o calibrador na entrada do furo (ou o anel no eixo). Ele pode iniciar a entrada em até 0,5 mm a 1 mm (chanfro de entrada), mas deve travar imediatamente.
- O Perigo da Força: Se o operador forçar o “Não Passa”, ele pode causar uma deformação elástica no material da peça ou, pior, um desgaste abrasivo no próprio calibrador.
- A Regra dos Dois Fios (Roscas): Em calibradores de rosca, geralmente permite que o lado “Não Passa” entre até dois fios de rosca. Mais do que isso, a peça é considerada rejeitada.
Por que o “Não Passa” Quase Nunca se Desgasta?
Como este lado não entra nas peças aprovadas, ele sofre um desgaste mecânico mínimo.
Insight de Especialista CDM: Se o lado “Não Passa” está gasto, isso é um sinal de alerta vermelho: ou os operadores estão forçando o instrumento, ou a linha de produção está gerando tantas peças ruins que o calibrador está entrando nelas constantemente.
Diagnóstico de Rejeição Crítica
Se o lado “Não Passa” entrar:
- Status: PEÇA REJEITADA (REFUGO).
- Causa: Falta de material (furo maior que o limite ou eixo menor que o limite).
- Consequência: Diferente do lado “Passa”, aqui não há retrabalho possível. A peça deve ser descartada ou reciclada, o que representa prejuízo direto no custo de fabricação.
4. Diagnóstico e Decisão: O Cérebro da Operação
A decisão baseada no calibrador não deve ser apenas “Sim” ou “Não”. Cada resultado conta uma história sobre o que está acontecendo na máquina (torno, fresa ou centro de usinagem).
O Quadro de Decisão Estratégica
Aqui está como transformar o resultado físico em uma ação gerencial:
| Cenário de Teste | Diagnóstico Técnico | Impacto no Negócio | Decisão Imediata |
| Passa OK / Não Passa OK | Conformidade Total | Custo de Qualidade Zero. | Liberar o lote e manter o setup atual. |
| Passa NÃO Entra | Excesso de Material (Furo pequeno / Eixo grande) | Risco de travamento na montagem. | Retrabalho: A peça pode ser usinada novamente. |
| Não Passa ENTRA | Falta de Material (Furo grande / Eixo pequeno) | Refugo Crítico. Peça perdida. | Parar Máquina: Corrigir o setup ou trocar ferramenta. |
Diagnóstico de Tendência (O Pulo do Gato)
Um inspetor treinado sob a ótica do CDM não olha apenas para uma peça, mas para a sequência:
- O “Passa” está entrando com dificuldade? * Diagnóstico: A ferramenta de corte está sofrendo desgaste. O diâmetro do furo está diminuindo gradualmente.
- Decisão: Trocar a pastilha de corte antes que as próximas peças fiquem presas no calibrador.
- O “Não Passa” entra quase um fio de rosca?
- Diagnóstico: A vibração da máquina ou o desgaste do rolamento do fuso está aumentando a folga.
- Decisão: Manutenção preventiva no maquinário.
Decisões Baseadas em Custos (Foco em Rentabilidade)
Na CDM, entendemos que:
- Custo do Retrabalho: É caro (mão de obra extra), mas salva o material.
- Custo do Refugo: É o pior cenário. Você perdeu material, energia, tempo de máquina e salário do operador.
- Custo da Falha no Cliente: Se uma peça ruim passa pela inspeção porque o calibrador estava gasto, o custo de garantia e o dano à marca são incalculáveis.
O Fator Humano: “Falso Positivo” vs. “Falso Negativo”
Diagnosticando erros de medição:
- Falso Negativo (Rejeitar peça boa): Ocorre por sujeira ou falta de alinhamento. Custo: Retrabalho desnecessário.
- Falso Positivo (Aprovar peça ruim): Ocorre quando o operador força o lado “Passa” ou quando o “Não Passa” está gasto. Custo: Falha catastrófica no cliente final.
5. Cuidados Pós-Uso: Preservando o Ativo de Precisão
O encerramento da jornada de inspeção é tão crítico quanto o início. Um calibrador “esquecido” na bancada sem proteção é um convite à oxidação e à perda de calibração.
Descontaminação e Neutralização de pH
O maior vilão silencioso após o uso é o suor humano. As mãos do operador transferem ácidos e sais que corroem o aço temperado.
- Ação: Após o uso, limpe o instrumento com um solvente volátil (álcool isopropílico) para remover resíduos biológicos e fluidos de corte.
- Secagem: Garanta que não haja umidade acumulada nas roscas ou nos canais de alívio do calibrador.
Barreira Química (Oleagem)
Calibradores de aço são altamente suscetíveis à oxidação.
- O Protetivo Ideal: Aplique uma camada fina de óleo anticorrosivo (tipo WD-40 industrial ou óleos específicos para metrologia).
- Atenção: Não exagere. O excesso de óleo pode atrair poeira e partículas abrasivas enquanto o instrumento estiver guardado.
Armazenamento Estratégico (O Fator “Dano Mecânico”)
Muitos calibradores perdem a precisão não pelo uso, mas por choques térmicos e mecânicos no armazenamento.
- Segregação: Nunca guarde calibradores soltos em gavetas metálicas com outras ferramentas. O contato “metal com metal” gera micro-impactos que deformam a superfície lapidada.
- Estojos Individuais: O ideal é mantê-los em suas caixas originais, berços de espuma ou armários de madeira/polímero que absorvam vibrações do chão de fábrica.
Ciclo de Recalibração (Foco em Dados e CDM)
Aqui entra a inteligência de dados para o seu negócio. Todo calibrador tem uma vida útil de precisão.
- Rastreabilidade: Oriente o cliente a registrar a data de uso. Um calibrador que inspeciona 500 peças/dia deve ir para o laboratório de metrologia muito antes de um que inspeciona 10 peças/semana.
- Sinais de Alerta: Se houver qualquer queda acidental, o instrumento deve ser isolado e recalibrado imediatamente, independentemente da data de validade no selo.
Tabela de Checklist Pós-Uso (Para o seu Artigo)
| Ação | Por que fazer? | Frequência |
| Limpeza com Álcool | Neutralizar o suor (corrosão). | Após cada turno. |
| Aplicação de Óleo | Criar barreira contra umidade. | Antes de guardar. |
| Inspeção Visual | Detectar “piques” ou riscos. | Diária. |
| Verificação do Selo | Garantir validade da calibração. | Semanal. |

{kind=link}
{kind=link}
{kind=link}
{kind=link}