O calibrador de precisão é um investimento, não uma despesa. No entanto, sua natureza exige o contato físico constante com as peças produzidas, o que torna o desgaste por atrito inevitável. Gerenciar esse desgaste é a diferença entre uma linha de produção lucrativa e um recall desastroso.
1. O Inimigo Invisível: O Desgaste do Lado “Passa” (Go)
O lado Passa de um calibrador é, por natureza, um operário incansável. Enquanto o lado “Não Passa” raramente entra na peça (apenas quando há erro), o lado “Passa” deve entrar em 100% das peças boas. Esse contato físico repetitivo gera um fenômeno de abrasão que altera as dimensões do instrumento em nível de micrométrico.
A) A Alteração Dimensional Silenciosa
O desgaste não acontece de forma uniforme, o que torna o problema ainda mais perigoso:
- Calibradores Tampão (Furos): O diâmetro do lado Passa diminui. Se o calibrador original era 20,000 mm e o desgaste o levou para 19,995 mm, ele passará a aceitar furos que estão abaixo do limite inferior, criando montagens travadas.
- Calibradores Anel/Boca (Eixos): O diâmetro aumenta. O anel “alarga” e começa a aceitar eixos que estão acima do limite superior, impedindo que o eixo entre no furo correspondente na montagem final.
B) O “Falso Negativo” e o Custo do Retrabalho
O primeiro sintoma de um lado Passa gasto não é a aceitação de peças ruins, mas a rejeição de peças boas.
Como o calibrador diminuiu (no caso do tampão), ele para de entrar em furos que ainda estão dentro da tolerância. O operador, confiando no instrumento, envia peças perfeitas para o retrabalho, gerando um custo operacional fantasmagórico e gargalos desnecessários na produção.
C) O Efeito “Cunha” e a Ovalização
O desgaste costuma ser maior na entrada do calibrador (a face que toca a peça primeiro).
- Isso cria um efeito de “conicidade” no instrumento.
- Se o operador forçar a entrada de um calibrador gasto, ele pode “lacear” a entrada da peça, mascarando um erro de cilindricidade do processo de usinagem.
D) A Norma e a “Zona de Desgaste” (Wear Allowance)
Para combater esse “inimigo”, a norma ISO 1938-1 prevê uma margem de segurança.
Isso dá ao instrumento uma “reserva de vida”. Entender essa margem permite ao gestor de metrologia prever exatamente quando o calibrador cruzará a linha de perigo.
Calibradores novos são fabricados ligeiramente deslocados para dentro da zona de tolerância da peça.
2. Fatores que Aceleram a Degradação (O Desgaste Prematuro)
A vida útil de um calibrador não é medida apenas em anos, mas em número de inserções. No entanto, dois calibradores idênticos podem ter durabilidades opostas dependendo das condições de operação. Abaixo estão os quatro pilares que “roubam” a precisão do seu instrumento:
A) A Rugosidade Superficial (O Efeito “Lixa”)
Uma peça com acabamento de torneamento grosso (Ra alto) possui “picos” de metal que funcionam como uma lima.
- O Problema: Quando o calibrador desliza sobre uma superfície rugosa, esses picos arrancam partículas microscópicas do aço do instrumento.
- Impacto Financeiro: Em peças com acabamento grosseiro, um calibrador de aço comum pode perder a medida em menos de 5.000 ciclos.
B) Contaminação por Fluidos e Partículas
O ambiente de usinagem é hostil. A presença de elementos estranhos é o maior acelerador de desgaste:
- Cavacos e Limalha: Pequenos fragmentos de metal presos entre a peça e o calibrador causam riscos profundos (sulcos), inutilizando a face de medição.
- Fluidos de Corte Ácidos: Alguns fluidos de refrigeração, se não forem limpos imediatamente, podem causar corrosão química (oxidação), alterando a porosidade do metal do calibrador.
C) Dureza e Natureza do Material da Peça
Existe uma relação direta entre o que está sendo medido e o desgaste do medidor:
- Materiais Abrasivos: Fundições de ferro cinzento contêm partículas de areia e carbono que são altamente abrasivas.
- Aços Temperados: Medir peças que já passaram por tratamento térmico exige calibradores de Metal Duro (Wídea), pois o aço temperado é quase tão duro quanto o aço do próprio calibrador, levando ao desgaste por adesão.
D) Pressão Excessiva do Operador (O “Erro de Força”)
O calibrador Passa-Não-Passa deve trabalhar por gravidade ou pressão leve.
Regra Prática: Se o operador precisa de esforço manual para o lado “Passa” entrar, a peça já deve ser considerada para retrabalho e o calibrador está sofrendo dano desnecessário.
O Erro: Quando um operador força a entrada do lado “Passa” em uma peça que está no limite, ele gera um atrito térmico localizado. Isso não apenas desgasta o diâmetro, mas pode causar microfissuras no instrumento.
3. Técnicas de Prevenção e “Vida Extra”
A longevidade de um calibrador não depende apenas da sua dureza, mas do rigor dos processos de conservação. Implementar estas técnicas pode triplicar o intervalo entre substituições de instrumentos.
A) A Regra do “Ambiente de Medição”
A precisão é inimiga da sujeira. A primeira técnica de prevenção é o controle do microambiente:
- Limpeza da Peça: Antes de inserir o calibrador, a peça deve estar livre de cavacos e resíduos de óleo de corte antigo. Partículas presas agem como abrasivos sob pressão.
- Desmagnetização: Peças que passaram por processos magnéticos (como retíficas de mesa magnética) atraem micropartículas de aço que “lixam” o calibrador. A desmagnetização prévia é obrigatória para alta durabilidade.
B) Armazenamento e Proteção contra Corrosão
Um calibrador pode “morrer” parado na gaveta devido à oxidação (ferrugem).
- Óleos Protetivos (VCI): Após o uso, o instrumento deve ser limpo com álcool isopropílico e revestido com uma fina camada de óleo protetivo anticorrosivo.
- Estojos Individuais: Evite que os calibradores fiquem soltos em caixas metálicas. O choque entre instrumentos causa “batidas” na face de medição que geram rebarbas imperceptíveis, mas que alteram a medida.
C) O Uso de Materiais de Sacrifício e Revestimentos
Se o volume de produção é alto, a estratégia muda para a resistência de materiais:
- Cromo Duro: Aplicar uma camada de cromo (geralmente entre 0,01 a 0,02 mm) aumenta a dureza superficial e reduz o coeficiente de atrito.
- Metal Duro (Wídea): Para eixos ou furos de materiais abrasivos (como ferro fundido), o uso de pontas de metal duro é o padrão ouro. O custo inicial é maior, mas o custo por peça medida despenca.
- Titânio (TiN): Revestimentos de Nitreto de Titânio reduzem a adesão química, ideais para medir peças de alumínio que costumam “grudar” no aço do calibrador.
D) Treinamento Operacional: A “Sensibilidade de Medição”
A prevenção mais barata é a educação do operador.
Sem Força: O princípio do Passa-Não-Passa é o peso próprio ou uma pressão digital leve. Se for necessário usar o “músculo”, a medição está errada e o instrumento está sendo danificado.
Inserção Alinhada: O calibrador deve entrar perfeitamente concêntrico ao furo. Inserções anguladas causam desgaste localizado nas bordas (arredondamento).
4. Quando Substituir? (O Ponto de Descarte e o Limite de Desgaste)
Diferente de um paquímetro, onde o erro pode ser compensado na leitura, o calibrador passa-não-passa é binário. Quando ele perde a geometria ou a dimensão, ele “mente” para o operador. O ponto de substituição é definido por normas técnicas e pelo impacto no custo de má qualidade.
A) O Critério dos 10% (Regra Prática)
A norma ISO 1938-1 e as boas práticas de metrologia sugerem um limite de segurança para o desgaste:
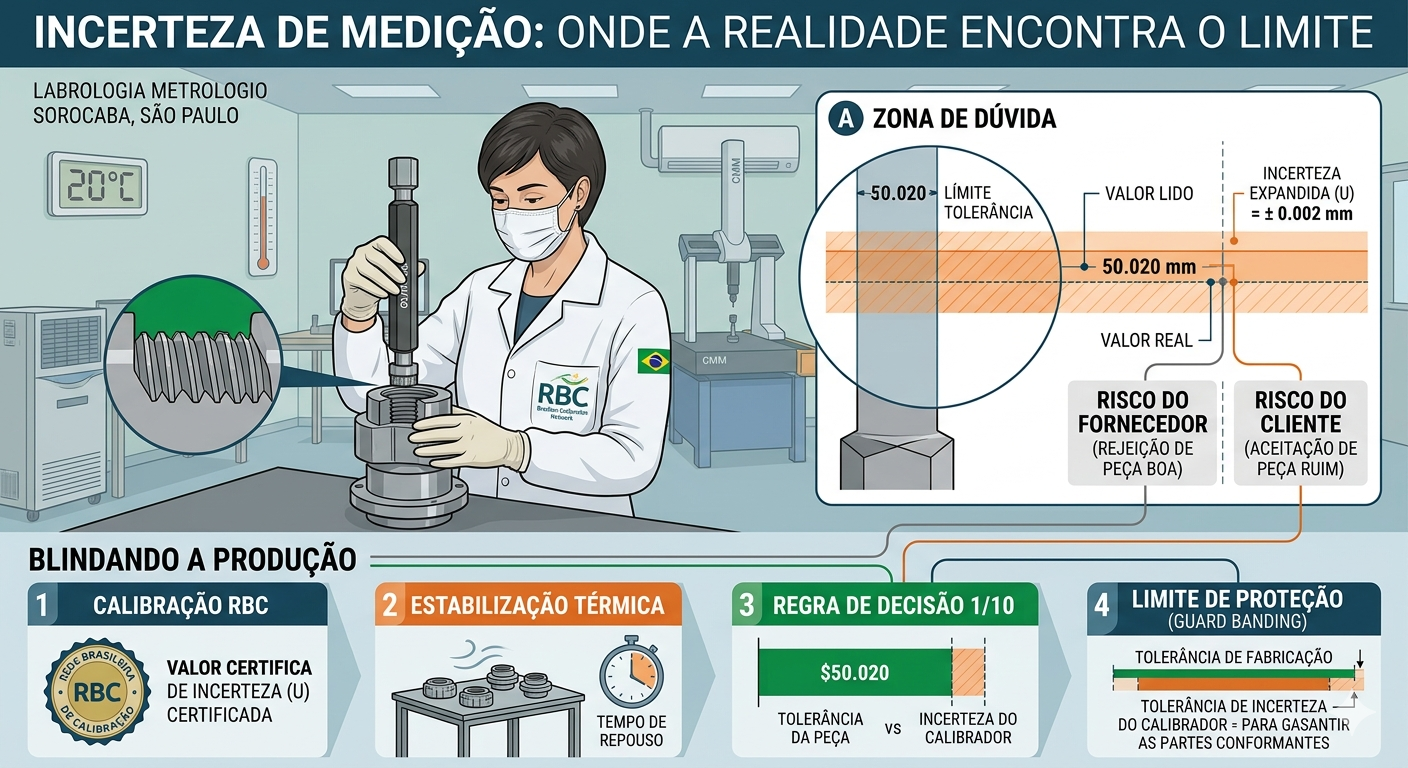
- A Regra: Um calibrador deve ser substituído ou recuperado quando o seu desgaste atingir 10% da tolerância total da peça que ele mede.
- Exemplo Prático: Se você está medindo um furo com tolerância de 0,020 mm, o calibrador tampão deve ser descartado se o lado “Passa” estiver 0,002 mm menor que o seu limite fabricado.
B) Sinais Físicos de Alerta (Inspeção Visual)
Nem todo descarte é dimensional; danos físicos também invalidam o instrumento:
- “Pitting” ou Oxidação: Manchas de ferrugem criam porosidade na face de medição, retendo partículas abrasivas que riscam as peças.
- Rebarbas de Impacto: Se o calibrador caiu e apresenta uma “batida” na quina, essa deformação cria um ressalto que impedirá a entrada do calibrador, mesmo em peças boas.
- Espelhamento Excessivo: Quando a face de medição perde o acabamento lapidado original e apresenta um brilho irregular, é sinal de que a camada endurecida superficial foi rompida.
C) O Perigo do “Lado Não Passa” (No-Go)
Embora o lado Passa sofra mais desgaste, o lado Não Passa também tem um ponto crítico:
- Se o lado Não Passa apresentar qualquer sinal de entrada na peça (mesmo que apenas a ponta), ele perdeu sua função de “barreira”.
- O Risco: Um lado “Não Passa” gasto aprova peças que deveriam ser sucata, levando ao erro mais caro de todos: o envio de produtos defeituosos para o cliente final.
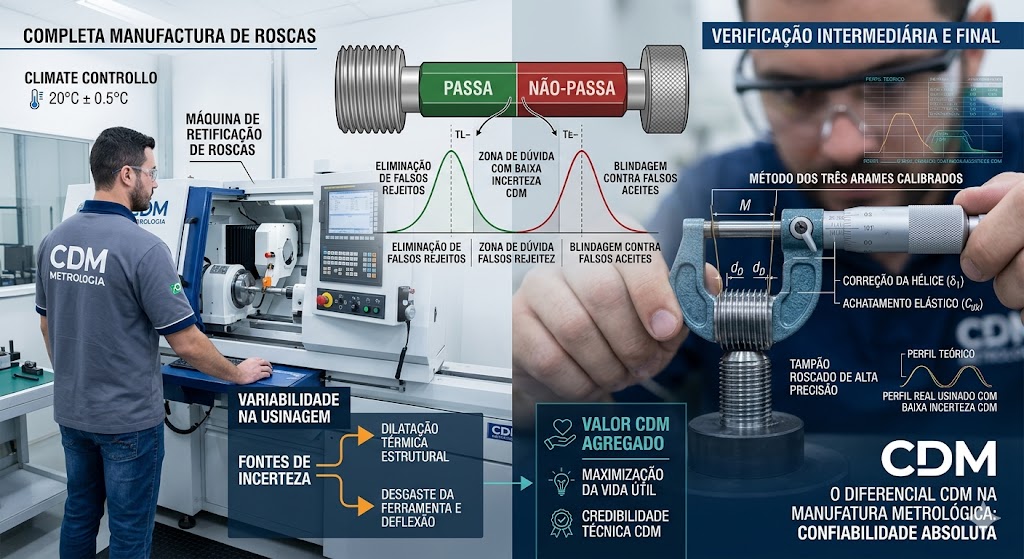
D) Frequência de Verificação Intermediária
Para não depender apenas da calibração anual, empresas de alta performance utilizam Calibradores Mestre (Master Gauges):
- O calibrador de trabalho é checado semanalmente contra um padrão guardado na metrologia.
- Assim que o padrão “mestre” detectar folga ou interferência fora do comum, o instrumento de trabalho é etiquetado como “FORA DE USO”.
Tabela: Matriz de Decisão para Substituição
| Situação Observada | Ação Imediata | Consequência de Ignorar |
| Desgaste > 10% da tolerância | Substituir/Recuperar | Rejeição de peças boas (Falso Negativo). |
| Oxidação na face de contato | Descartar | Riscos e contaminação nas peças do cliente. |
| Lado Não-Passa entrando na peça | Substituir IMEDIATAMENTE | Envio de sucata para o mercado (Recall). |
| Queda ou batida acentuada | Re-calibrar/Lapidar | Travamento do calibrador e erro de leitura. |
{kind=link}
{kind=link}
{kind=link}
{kind=link}