No cenário industrial atual, a competitividade de uma empresa é testada na sua capacidade de manter a constância. Produzir uma peça de alta precisão é um desafio de engenharia; produzir dez mil unidades dessa mesma peça, mantendo tolerâncias micrométricas, é um desafio de gestão de qualidade e metrologia.
Na produção seriada, o erro não é apenas uma unidade defeituosa — é um efeito dominó que consome matéria-prima, tempo de máquina e, principalmente, a confiança do seu cliente final. Abaixo, exploramos os principais gargalos e como superá-los.
1. O Desgaste Silencioso do Ferramental
Na produção de alta performance, a ferramenta de corte (pastilha de metal duro, fresa ou macho) é submetida a condições extremas de pressão e temperatura. O desgaste não é um erro de processo, é uma certeza física. O desafio reside em como a indústria lida com a transição da zona de tolerância.
A Anatomia do Desgaste
Existem três fases principais no ciclo de vida de uma ferramenta:
- Desgaste Inicial (Assentamento): Uma queda rápida de afiação logo nos primeiros minutos.
- Desgaste Estável: A fase mais longa, onde a ferramenta mantém a medida dentro da zona de projeto.
- Desgaste Acelerado: O ponto de colapso, onde a geometria da ferramenta muda drasticamente em poucos ciclos.
Por que ele é um perigo para a Precisão?
O maior risco é a deriva dimensional. À medida que a ferramenta sofre desgaste de flanco ou craterização, o raio da ponta muda. Em uma operação de torneamento, por exemplo, o desgaste da pastilha faz com que o diâmetro da peça aumente progressivamente.
- O Problema do Operador: Sem um método de verificação rápida, o operador só percebe o problema quando a peça já não monta mais no conjunto ou quando o acabamento superficial (rugosidade) visualmente piora.
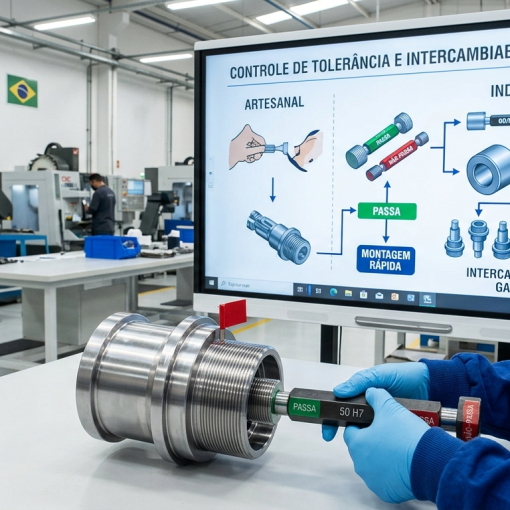
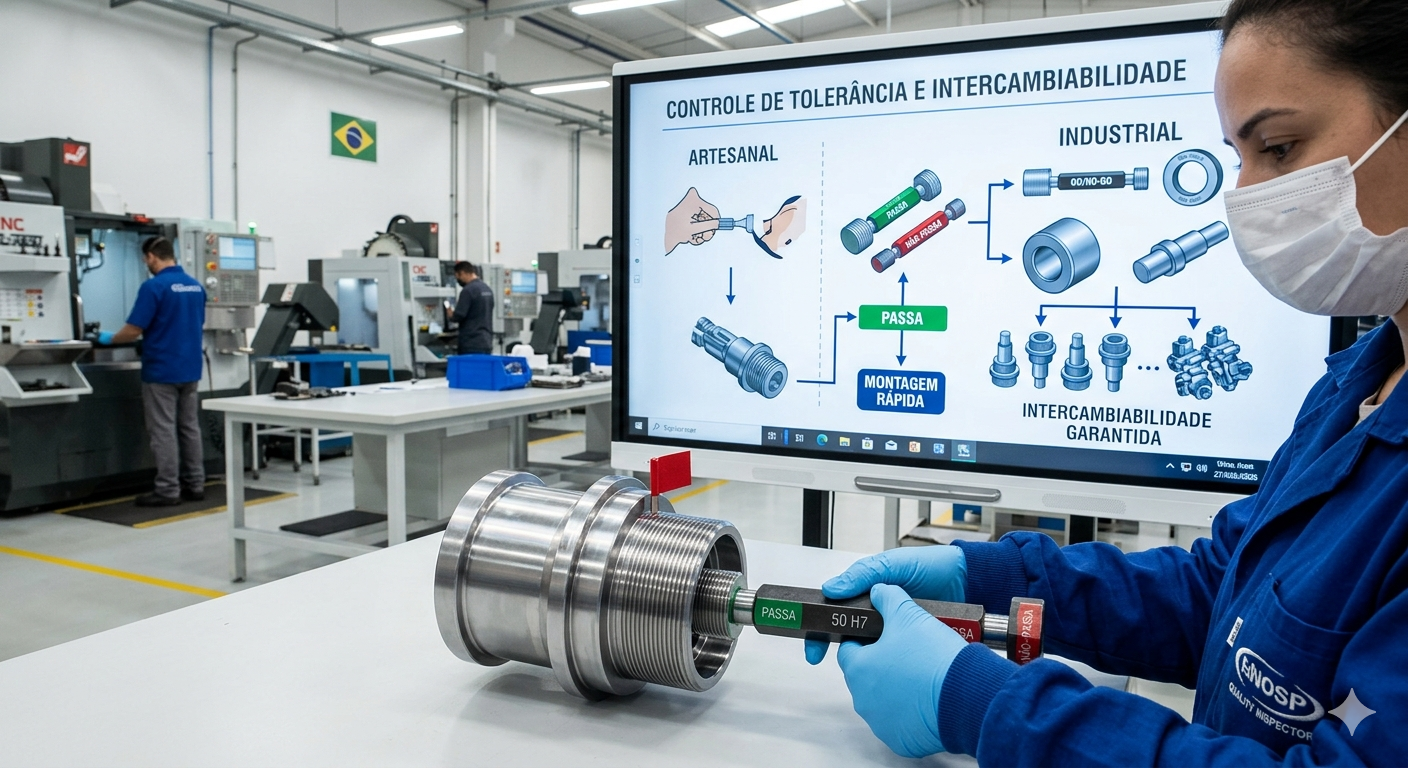
- O “Pulo do Gato” da CDM: Aqui entra o Calibrador Tampão ou Anel. Diferente do micrômetro, que exige tempo e interpretação, o calibrador é uma barreira física. Se o lado “Passa” começa a apresentar resistência, a ferramenta já entrou na zona crítica de desgaste.
Estratégias de Controle: Prevenção vs. Reação
Para mitigar o desgaste silencioso, a gestão de marketing e vendas da CDM deve focar em educar o cliente sobre duas abordagens:
- Troca por Vida Útil Estimada: Trocar a ferramenta após X peças. Risco: Desperdiçar ferramenta que ainda estava boa ou produzir refugo se o material do lote vier mais duro.
- Monitoramento com Calibradores de Referência: É o método mais seguro. O calibrador atua como o “juiz da linha”. Ele permite que a produção explore a vida útil máxima da ferramenta com a segurança de que 100% das peças estão dentro do limite inferior e superior de tolerância.
Nota Técnica: O desgaste da ferramenta altera não apenas a dimensão, mas a geometria. Um macho de rosca desgastado produzirá uma rosca com cristas deformadas que podem “passar” visualmente, mas falharão sob torque. O calibrador de rosca CDM detecta essa falha geométrica instantaneamente.
2. Dilatação Térmica: A Inimiga Invisível
Na metrologia, dizemos que “medir é comparar”. O problema é que os objetos comparados — a peça e o calibrador — são dinâmicos. A dilatação térmica é chamada de “inimiga invisível” porque ela altera as dimensões da peça sem deixar rastros visuais, agindo silenciosamente conforme a temperatura da fábrica oscila ao longo do dia.
O Coeficiente de Dilatação: A Física em Ação
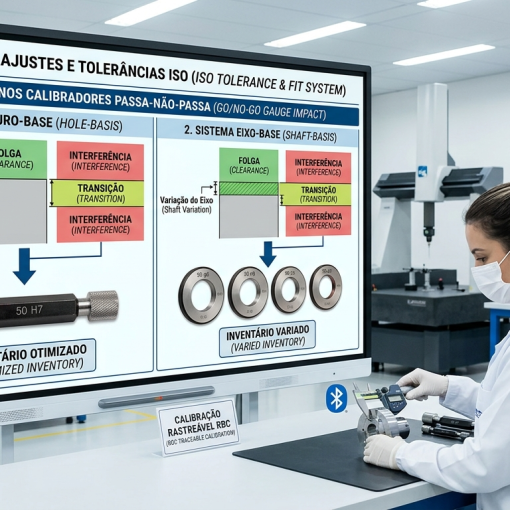
Todo metal possui um coeficiente de expansão térmica. Se uma peça de aço de 100 mm sofre um aumento de apenas 10°C, ela pode expandir cerca de 0,011 mm (11 mícrons). Em uma tolerância de H7, por exemplo, onde a margem de erro pode ser de apenas 15 mícrons, essa variação térmica já consumiu quase toda a sua tolerância de fabricação.
- O Cenário de Risco: Imagine uma peça usinada em um turno de tarde (35°C) que é medida e aprovada. No dia seguinte, no recebimento do cliente em uma sala climatizada (20°C), a peça “encolheu” e agora é rejeitada como refugo.
O Desafio da Peça “Quente” vs. Calibrador “Frio”
Um erro comum no chão de fábrica é retirar a peça da máquina (aquecida pelo esforço de corte e pelo fluido refrigerante) e imediatamente testá-la com um calibrador que estava guardado em um armário metálico frio.
- A peça está expandida.
- O calibrador está em sua dimensão nominal.
- Resultado: O calibrador “Não Passa” pode travar em uma peça que, quando resfriada, estaria correta, gerando um retrabalho desnecessário.
Como a CDM Calibradores ajuda a mitigar esse efeito?
Para vencer a dilatação térmica na produção seriada, o marketing da CDM deve focar em três pilares de solução:
- Estabilidade do Material: Os calibradores CDM são fabricados com aços estáveis e tratados termicamente para minimizar a variação dimensional, servindo como uma “âncora” de precisão.
- Referência de 20°C (Norma ISO 1): Educamos nossos clientes sobre a importância da temperatura de referência internacional. Calibrar seus instrumentos na CDM garante que o ponto zero de sua medição seja universal e rastreável.
- Tempo de Aclimatização: A recomendação técnica é que o calibrador e a peça fiquem no mesmo ambiente por tempo suficiente para atingirem o equilíbrio térmico antes da inspeção final.
Dica Especialista: Em produções de altíssima precisão, o uso de calibradores de cerâmica ou materiais com baixíssimo coeficiente de dilatação pode ser a solução para ambientes onde o controle de temperatura não é perfeito.
3. O Gargalo do Controle de Qualidade
O maior pesadelo de um gerente de produção é ter máquinas paradas aguardando a liberação do setor de qualidade, ou pior, ter o pátio cheio de produtos acabados que não podem ser faturados porque a inspeção está atrasada. O gargalo no CQ geralmente ocorre por uma dependência excessiva de métodos de medição lentos ou centralizados.
A Armadilha da Medição Centralizada
Muitas empresas concentram toda a responsabilidade de medição em uma sala de metrologia equipada com Máquinas de Medir por Coordenadas (MMC). Embora extremamente precisas, as MMCs possuem limitações em ambientes seriados:
- Tempo de Setup: Programar e posicionar peças complexas demora.
- Fila de Espera: Enquanto a MMC mede uma peça, centenas de outras saem da linha sem conferência em tempo real.
- Risco de Lote Condenado: Se o laboratório detectar um erro duas horas após o início da produção, o prejuízo já está consolidado em centenas de unidades de refugo.
Transformando o Controle de Qualidade em Fluxo
A solução para eliminar o gargalo não é comprar mais máquinas caras, mas sim distribuir a inteligência da medição. É aqui que a estratégia da CDM Calibradores se torna um diferencial competitivo:
- Inspeção “Passa/Não Passa” no Posto de Trabalho: Ao equipar o operador com calibradores tampão, anéis ou dispositivos dedicados, a validação da peça ocorre em segundos, simultaneamente à produção. Isso é o que chamamos de Controle de Processo, em vez de apenas Controle de Produto.
- Triagem Rápida: O laboratório de metrologia deve ser reservado para auditorias de processo e peças complexas, enquanto o dia a dia da conformidade dimensional é resolvido com a agilidade dos calibradores fixos.
- Redução do Erro Humano e de Interpretação: Instrumentos variáveis (paquímetros e micrômetros) exigem tempo de leitura e estão sujeitos a erros de interpretação. O calibrador fixo oferece uma resposta binária e imediata: a peça está conforme ou não.
O Impacto no ROI (Retorno sobre Investimento)
Eliminar o gargalo no CQ impacta diretamente o fluxo de caixa:
- Redução do Lead Time: O produto passa pelo processo e vai direto para a expedição.
- Menor Custo de Mão de Obra: Menos tempo gasto em medições manuais complexas para características simples.
- Segurança Jurídica e Contratual: A agilidade não sacrifica o rigor. Com calibradores rastreáveis CDM, você tem a prova documental de que a velocidade da linha não comprometeu a norma técnica
4. Repetibilidade entre Operadores
Um dos maiores desafios da alta precisão é a variabilidade da medição manual. Instrumentos variáveis, como paquímetros e micrômetros, dependem diretamente da sensibilidade do operador — a chamada “pressão de contato”. Se um operador aperta um pouco mais e outro um pouco menos, uma peça no limite da tolerância pode ser aprovada por um e reprovada por outro.
O Problema da “Sensibilidade” na Medição
Em uma produção seriada, a falta de repetibilidade (o mesmo operador medindo a mesma peça várias vezes) e de reprodutibilidade (diferentes operadores medindo a mesma peça) gera uma incerteza que a indústria moderna não pode tolerar.
- O Risco: Discussões entre turnos, paradas de máquina desnecessárias por erro de leitura e, no pior cenário, o envio de peças fora de especificação para o cliente porque o operador “achou” que o ponteiro do relógio comparador estava na marca correta.
A Solução: O Calibrador como Juiz Imparcial
A grande vantagem estratégica dos calibradores fixos da CDM (Passa/Não-Passa) é que eles eliminam a necessidade de interpretação. Eles transformam uma decisão analógica e subjetiva em uma decisão binária e objetiva.
- Critério Universal: Com um calibrador tampão ou anel, não há “meio termo”. Ou o lado “Passa” entra suavemente ou não entra. Ou o lado “Não-Passa” trava ou não trava.
- Treinamento Simplificado: É muito mais rápido e seguro treinar um novo colaborador para utilizar um calibrador fixo do que capacitá-lo a ler e interpretar corretamente um micrômetro de rosca com precisão de milésimos.
- Confiança Coletiva: Quando a produção e a qualidade utilizam o mesmo padrão de calibrador fixo, acabam as divergências. O critério de aceitação torna-se um só em toda a fábrica, do primeiro ao terceiro turno.
Vantagem Competitiva: Segurança de Ponta a Ponta
A repetibilidade garantida pelos calibradores CDM oferece à gerência de fábrica algo valioso: paz de espírito. Saber que o processo de inspeção é imune à fadiga do operador ou à rotatividade da equipe é o que separa as empresas amadoras das líderes de mercado.

{kind=link}
{kind=link}
{kind=link}
{kind=link}