Na manufatura, o conceito de “medida exata” é uma impossibilidade física. Fatores como a vibração das máquinas, o desgaste das ferramentas de corte e até a variação da temperatura ambiente impedem que duas peças sejam absolutamente idênticas. Para gerenciar essa realidade, utilizamos as Tolerâncias Dimensionais.
O que é Tolerância Dimensional?
A tolerância é a variação total permitida na dimensão de uma peça. Ela define o intervalo entre a medida máxima e a medida mínima que um componente pode ter para ainda ser considerado funcional e seguro.
Regra de Ouro: A tolerância deve ser tão larga quanto possível (para reduzir custos) e tão estreita quanto necessário (para garantir o funcionamento).
Conceitos Fundamentais
Para dominar o assunto, é preciso compreender os componentes que formam a cota de tolerância em um desenho técnico:
- Dimensão Nominal (D_n): O valor de referência (ex: 50 mm).
- Afastamentos: São os desvios em relação à dimensão nominal.
- Afastamento Superior (A_s): Limite máximo permitido.
- Afastamento Inferior (A_i): Limite mínimo permitido.
- Campo de Tolerância: É a “zona de segurança” situada entre os dois afastamentos.
A Importância da Intercambiabilidade
Intercambiabilidade é a capacidade de selecionar, ao acaso, qualquer peça de um lote e montá-la em qualquer conjunto correspondente, com a garantia de que o ajuste e o funcionamento serão perfeitos, sem a necessidade de ajustes manuais posterior.
A. A Quebra da “Dependência de Fornecedor”
Graças às normas de tolerância (ISO), a intercambiabilidade permite que uma montadora de veículos compre o bloco do motor de uma fundição, os pistões de uma segunda fábrica e os anéis de segmento de uma terceira.
- Impacto: Se todas respeitarem as tolerâncias e validarem com calibradores Passa-Não-Passa, a montagem na linha final será fluida e automática.
B. Manutenção e Reposição Global
Imagine se, ao quebrar um parafuso de uma máquina importada, você tivesse que fabricar um novo sob medida porque o original era “único”.
- A Solução: A intercambiabilidade garante que um componente de reposição comprado hoje servirá exatamente na máquina fabricada há 5 anos. Isso reduz o estoque de segurança e o tempo de máquina parada (downtime) dos seus clientes.
C. Redução Drástica de Custos Operacionais
A falta de intercambiabilidade gera o chamado “ajuste de bancada” (lixar, limar ou usinar a peça na hora da montagem).
- Custo de Mão de Obra: Exige montadores altamente qualificados em vez de operadores de linha.
- Custo de Tempo: O que deveria levar segundos na montagem leva horas.
- Inconsistência: O ajuste manual depende da “mão” do operador, o que torna o produto final imprevisível.
D. O Calibrador como Certificador de Intercambiabilidade
O calibrador Passa-Não-Passa é o selo de garantia da intercambiabilidade.
- Quando o inspetor aprova um lote usando o calibrador, ele está atestando que aquelas peças são universais dentro do sistema de projeto.
- Se o calibrador diz que “Passa”, a peça está pronta para ser enviada para qualquer lugar do mundo com a certeza de que servirá.
Tabela: Artesanato vs. Intercambiabilidade Industrial
| Característica | Produção Artesanal (Sem Tolerância) | Produção Industrial (Com Intercambiabilidade) |
| Montagem | Ajuste manual e lento (“ajuste técnico”). | Montagem rápida e automática. |
| Reposição | Peça precisa ser feita sob medida. | Peça padrão comprada em catálogo. |
| Custo Unitário | Altíssimo (baixa escala). | Baixo (alta escala). |
| Controle de Qualidade | Subjetivo (testar peça na peça). | Objetivo (uso de calibradores fixos). |
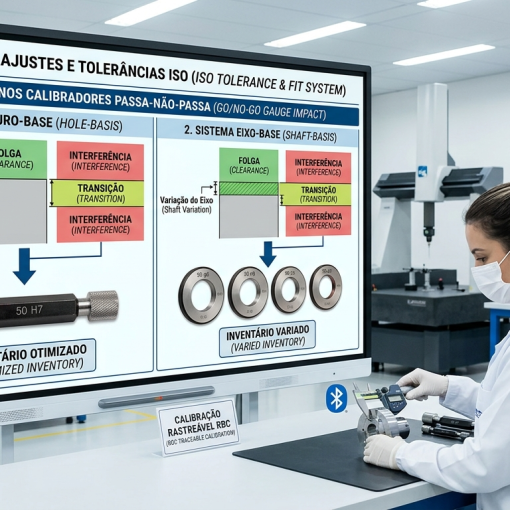
A Tolerância e o Calibrador Passa-Não-Passa
O calibrador Passa-Não-Passa é a transcrição física dos limites de tolerância de um projeto. Ele elimina a necessidade de interpretação do operador, substituindo a leitura de escalas complexas (como em micrômetros) por um veredito binário: Aceito ou Rejeitado.
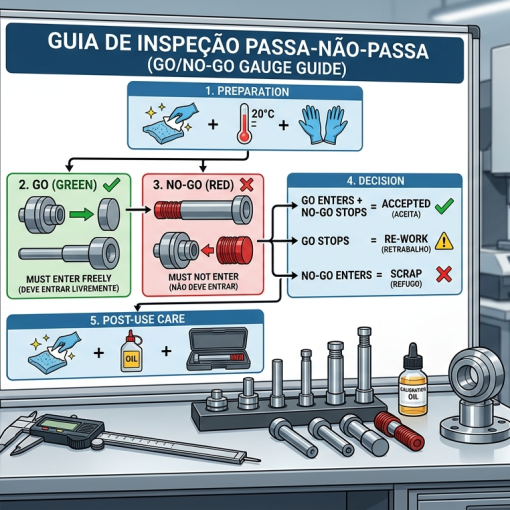
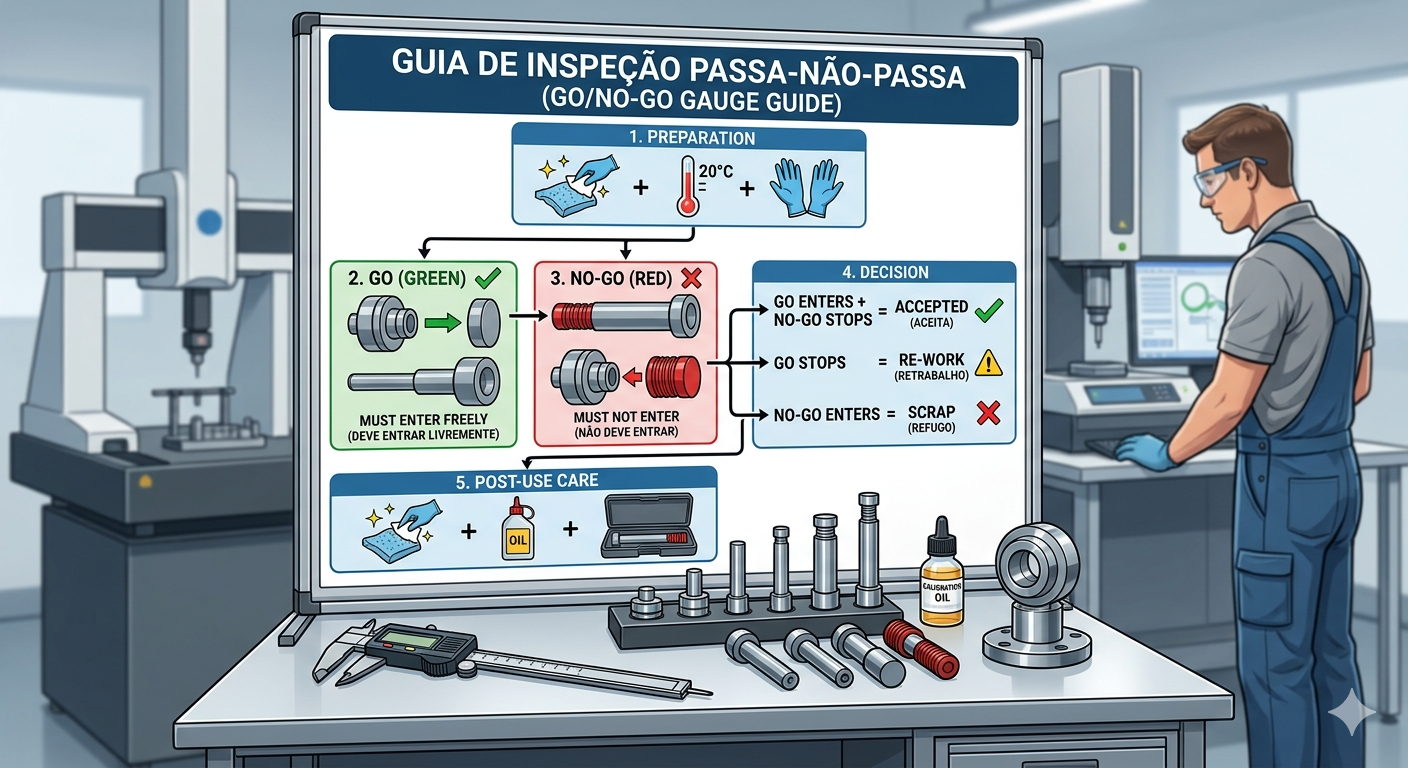
A. O Lado “Passa” (Go): O Guardião da Montabilidade
O lado Passa é projetado para verificar o Limite de Máximo Material (LMM).
- Para um Furo: O LMM é a menor dimensão permitida (o furo no seu estado mais “fechado”).
- Para um Eixo: O LMM é a maior dimensão permitida (o eixo no seu estado mais “gordo”).
- A Lógica: Se o calibrador “Passa” entrar, você tem a garantia de que há espaço suficiente para o acoplamento. Se ele não entrar, a peça tem excesso de material e precisará de retrabalho.
B. O Lado “Não Passa” (No-Go): O Guardião da Funcionalidade
O lado Não Passa é projetado para verificar o Limite de Mínimo Material (LmM).
- Para um Furo: O LmM é a maior dimensão permitida (furo muito largo).
- Para um Eixo: O LmM é a menor dimensão permitida (eixo muito fino).
- A Lógica: Este lado não deve entrar na peça. Se ele entrar, significa que a peça “passou do ponto” e há material a menos do que o permitido pela tolerância. Nesse caso, a peça é considerada sucata (refugo), pois não há como repor o metal extraído.
C. A “Zona de Desgaste” do Calibrador
Um detalhe crítico na relação entre a tolerância e o calibrador é que o próprio instrumento possui sua própria margem de fabricação.
- Os calibradores são fabricados com uma folga de desgaste no lado “Passa”. Como ele entra em todas as peças boas, ele sofre atrito constante.
- Por isso, o lado Passa é feito ligeiramente “maior” (no caso de tampões) para que, conforme ele se desgaste com o uso, ele ainda permaneça dentro da zona de tolerância da peça por mais tempo.
D. Precisão vs. Custo do Instrumento
Quanto mais estreita (apertada) for a tolerância da peça (ex: um ajuste IT6), mais preciso e caro deve ser o calibrador.
- Um calibrador para uma tolerância de $0,01 mm$ exige processos de fabricação e lapidação muito mais rigorosos do que um para $0,1 mm$.
- Insight CDM: Eduque seu cliente que investir em um calibrador de Metal Duro (Wídea) para tolerâncias apertadas evita que o desgaste do instrumento comece a rejeitar peças boas ou aprovar peças ruins precocemente.
Tabela: O Calibrador como Tradutor da Tolerância
| Elemento da Tolerância | Lado do Calibrador | Condição de Aceite | Resultado de Falha |
| Limite Superior (Furo) | Não Passa (No-Go) | NÃO DEVE ENTRAR | Peça Grande (Sucata) |
| Limite Inferior (Furo) | Passa (Go) | DEVE ENTRAR | Peça Pequena (Retrabalho) |
| Limite Superior (Eixo) | Passa (Go) | DEVE ENTRAR | Peça Grande (Retrabalho) |
| Limite Inferior (Eixo) | Não Passa (No-Go) | NÃO DEVE ENTRAR | Peça Pequena (Sucata) |
O Impacto Financeiro da Precisão: O Equilíbrio entre Custo e Qualidade
Muitos projetistas, por excesso de cautela, especificam tolerâncias extremamente apertadas (ex: um IT5 onde um IT7 seria suficiente). No entanto, na indústria, a precisão segue uma curva de custo exponencial: quanto menor a tolerância, maior o custo de produção.
A. A Curva de Custo da Precisão
Reduzir a tolerância de uma peça não apenas exige mais atenção; exige uma mudança completa de processo:
- Tolerâncias Largas (IT11+): Podem ser obtidas com fundição ou oxicorte (baixo custo).
- Tolerâncias Médias (IT8 – IT10): Obtidas com fresamento ou torneamento convencional (custo moderado).
- Tolerâncias Finas (IT5 – IT7): Exigem retificação, lapidação ou brunimento (alto custo de máquina e tempo).
B. O Custo Oculto da Inspeção
Tolerâncias apertadas exigem métodos de medição mais lentos e caros:
- Calibração Frequente: Instrumentos de alta precisão precisam de calibração em intervalos menores.
- Ambiente Controlado: Medir um IT5 exige salas climatizadas a 20 °C, pois a dilatação térmica de um grau pode invalidar a medida.
- Mão de Obra Qualificada: Exige metrologistas sêniores em vez de operadores de máquina para a inspeção final.
C. Refugo vs. Retrabalho: O Peso no Fluxo de Caixa
O impacto financeiro é sentido brutalmente na gestão de perdas:
- Refugo (Peça Perdida): Ocorre quando a tolerância é ultrapassada no lado do “mínimo material” (furo grande/eixo pequeno). O prejuízo é 100% do valor da peça + energia + hora/máquina.
- Retrabalho: Ocorre no lado do “excesso de material”. Embora a peça seja salva, o custo de “reusinar” costuma ser maior do que o lucro previsto para aquela unidade.
D. O Calibrador Passa-Não-Passa como “Redutor de Custos”
É aqui que o seu produto brilha financeiramente:
- Velocidade: Testar com um calibrador fixo leva 2 segundos. Medir com um micrômetro e interpretar a leitura leva 30 segundos. Em uma produção de 10.000 peças, essa diferença é massiva.
- Prevenção: O calibrador permite o controle in-process. O operador detecta a tendência de erro antes de produzir 100 peças ruins, economizando milhares de reais em matéria-prima.
Tabela: O Custo da Ineficiência
| Falha de Precisão | Impacto Financeiro Direto | Solução Preventiva |
| Tolerância muito apertada | Aumento do preço de venda e perda de competitividade. | Revisão de projeto e uso de Calibradores padrão. |
| Falta de controle no processo | Lotes inteiros de refugo (sucata). | Inspeção rápida com Passa-Não-Passa na máquina. |
| Uso de calibrador gasto | Devolução de lotes pelo cliente (recall). | Plano de calibração e rastreabilidade. |
{kind=link}
{kind=link}