Até agora, falamos de tolerâncias e limites como valores absolutos (exemplo: 50,005 mm). No entanto, na metrologia real, nenhuma medição é exata. Toda medida vem acompanhada de uma Incerteza de Medição (U), e ignorá-la é um dos erros mais caros da indústria.
1. O que é Incerteza de Medição?
Diferente do que muitos pensam, a Incerteza de Medição (U) não é um erro ou um engano do operador. Ela é uma propriedade estatística intrínseca a qualquer processo de medição. Por mais tecnológico que seja o seu calibrador, ele nunca entregará o valor exato, mas sim um intervalo de confiança.
A) Valor Verdadeiro vs. Valor Medido
Na metrologia, o “Valor Verdadeiro” de uma peça é um conceito puramente teórico. Na prática, o que temos é o Valor Medido. A Incerteza é o “espaço” onde o valor verdadeiro habita com uma determinada probabilidade, geralmente 95,45% ou aproximadamente 95%.
- Sem Incerteza: Você diz “Este furo tem exatos 50,002 mm”. Isso é impossível de provar.
- Com Incerteza: Você diz “Este furo tem 50,002 mm com 0,002 mm”. Isso é ciência e segurança técnica.
B) A Analogia do Alvo Embaçado
Imagine um atirador de elite.
- A Tolerância é o tamanho do alvo que você precisa acertar.
- A Incerteza é a vibração da mão do atirador e a névoa entre ele e o alvo. Se a névoa, incerteza, for muito grande, mesmo que ele atire no centro, ele não pode garantir que acertou o alvo. Da mesma forma, se a incerteza do seu calibrador for alta, você perde a capacidade de dizer se a peça está “dentro” ou “fora”.
C) Incerteza x Erro (A Grande Confusão)
É vital educar seu cliente sobre esta diferença para vender serviços de calibração:
- Erro: É a diferença entre a média das medições e o valor de referência. O erro pode ser compensado ou ajustado.
- Incerteza: É a dispersão. Ela não pode ser eliminada, apenas minimizada através de melhores equipamentos, laboratórios RBC e controle ambiental.
D) Por que o CDM foca na Incerteza?
Usamos a incerteza em todo o nosso processo produtivo, ou seja, nós vendemos um “Sistema de Medição com Incerteza Controlada”. Com isso temos alta confiabilidade no uso do instrumentos e nas peças aprovadas.
2. A “Zona de Dúvida”: Onde a Decisão se Torna um Risco
Quando sobrepomos a Incerteza de Medição (U) aos limites da Tolerância (T), os extremos da sua faixa de aceitação deixam de ser linhas finas e tornam-se “faixas esfumaçadas”.
A) O Conflito nos Limites
Imagine que o limite superior de um furo é 50,020 mm e a incerteza do seu processo de medição é de 0,002 mm.
- Se o seu calibrador indica que a peça tem 50,019 mm, você está na zona de dúvida.
- O valor real da peça pode ser 50,017 mm (Peça Boa) ou 50,021 mm (Peça Ruim).
- O Dilema: Você não tem evidência técnica para afirmar se ela é aprovada ou rejeitada.
B) Riscos de Aceitação e Rejeição (Regras de Decisão)
A existência dessa zona cria dois tipos de erros clássicos baseados na norma ISO 14253-1:
- Risco do Fornecedor (Falso Negativo): Você rejeita uma peça que está tecnicamente dentro da tolerância porque a incerteza “empurrou” a leitura para fora.
- Consequência: Custo de retrabalho e refugo desnecessário.
- Risco do Cliente (Falso Positivo): Você aprova uma peça que está fora da tolerância porque a incerteza “puxou” a leitura para dentro do limite.
- Consequência: Falha no campo, devoluções, multas e quebra de contrato.
C) A “Zona de Proteção”
Para eliminar o risco de enviar peças ruins ao cliente, empresas de alta performance aplicam uma Zona de Proteção.
- Elas reduzem a tolerância de fabricação subtraindo a incerteza do limite.
- Se a tolerância é de 20 micrômetros e a incerteza é de 2 micrômetros, a fábrica passa a trabalhar com um limite interno de 18 micrômetros.
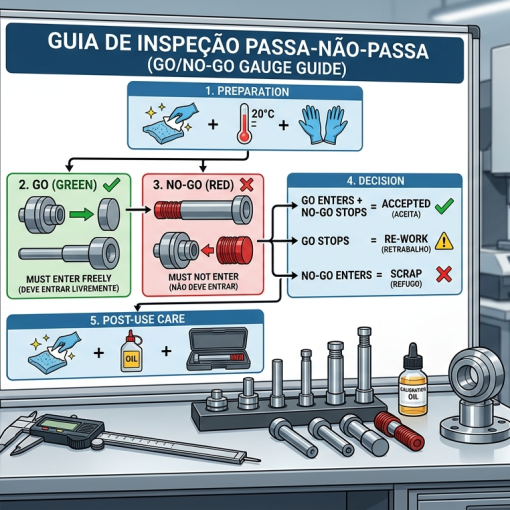
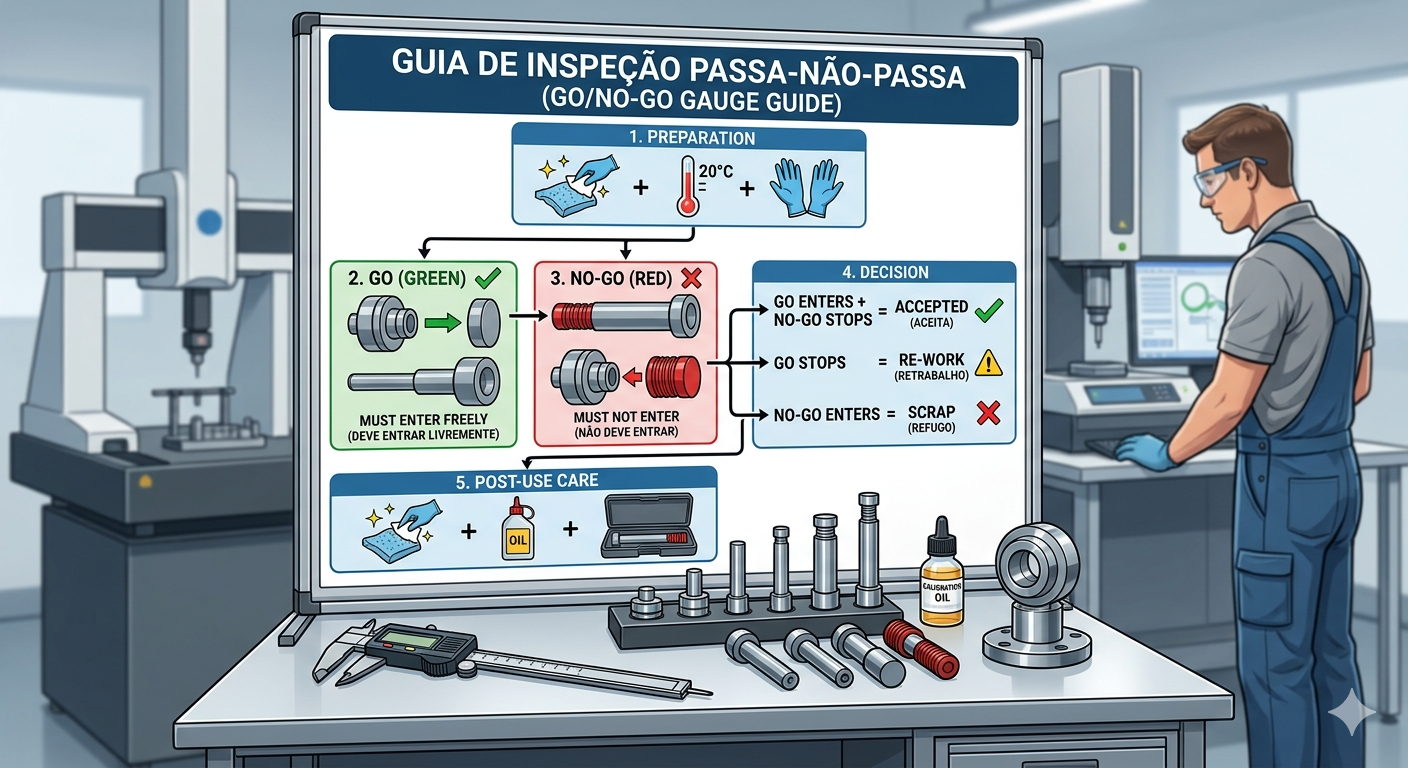
D) O Calibrador Passa-Não-Passa na Zona de Dúvida
Como um calibrador fixo não te dá um número, a “Zona de Dúvida” manifesta-se fisicamente:
- É aquela peça onde o lado Passa entra com muita dificuldade ou o lado Não Passa parece querer iniciar a entrada.
- A Orientação Técnica: Nesses casos limítrofes, a peça deve ser encaminhada para um laboratório de metrologia com um instrumento de maior resolução (como uma MMC ou Medidor de Alturas) para um “desempate” técnico.
3. Fatores que Compõem a Incerteza (As Fontes de Variação)
A incerteza de uma medição com calibradores passa-não-passa não vem de um único lugar. Ela é o resultado da soma quadrática de várias fontes de erro. Entender esses fatores permite ao gestor de qualidade saber onde “apertar o cinto” para ganhar precisão.
A) O Instrumento (Calibrador)
Mesmo novo, o calibrador contribui para a incerteza através de:
- Estabilidade Dimensional: A capacidade do material (aço, cromo, wídea) de manter sua forma ao longo do tempo e das variações de pressão.
- Resolução e Forma: Desvios de circularidade ou rugosidade na face de medição do próprio calibrador.
B) O Fator Térmico (O Vilão Silencioso)
Este é o fator mais ignorado no chão de fábrica. A norma ISO define que todas as medidas devem ser referenciadas a 20°C.
- Dilatação Diferencial: Se a peça é de alumínio e o calibrador é de aço, eles se expandem em taxas diferentes.
- O Risco: Medir uma peça “quente” que acabou de sair da usinagem com um calibrador “frio” gera uma leitura falsa que mudará assim que a peça esfriar no estoque do cliente.
C) O Sistema de Medição (O Operador)
A interação humana é uma fonte rica de incerteza:
- Força de Inserção: Operadores diferentes aplicam pressões diferentes. Em tolerâncias muito finas, a pressão excessiva pode expandir elasticamente um furo ou comprimir um eixo, alterando o resultado.
- Alinhamento (Erro de Parolagem): Se o calibrador não entrar perfeitamente perpendicular ao plano da peça, ele encontrará uma resistência que o operador pode interpretar erroneamente como “não passa”.
D) A Geometria da Peça (O Objeto)
A peça medida também “injeta” incerteza no sistema:
- Rugosidade: Se a superfície da peça for muito rugosa, o calibrador tocará apenas nos “picos”, não refletindo a dimensão real da massa do material.
- Erros de Forma: Uma peça ovalizada pode fazer o calibrador “Passa” travar, mesmo que o diâmetro médio esteja correto.
Tabela: O Peso dos Fatores na Incerteza Total
| Fonte de Incerteza | Categoria | Como Minimizar? |
| Calibração do Instrumento | Equipamento | Exigir certificados RBC com baixa incerteza declarada. |
| Variação Térmica | Ambiente | Climatizar a sala de medição ou aguardar o equilíbrio térmico. |
| Repetibilidade do Operador | Método | Treinamento e padronização da força de inserção. |
| Acabamento da Peça | Processo | Melhorar a rugosidade ($R_a$) antes da inspeção final. |
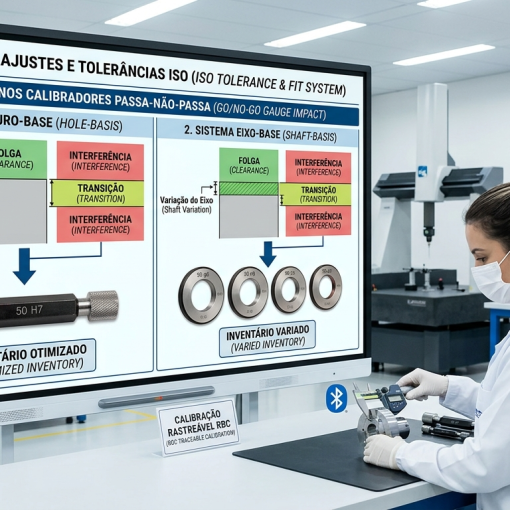
4. O Impacto no Calibrador: Regras de Decisão (ISO 14253-1)
A Regra de Decisão é o critério documentado que define como a incerteza de medição será usada para aceitar ou rejeitar um produto. Sem uma regra clara, a inspeção com calibradores torna-se subjetiva e perigosa.
A) A Regra da Incerteza Reversa (O Limite de 1/10)
Para que um calibrador Passa-Não-Passa seja eficaz, sua incerteza deve ser significativamente menor que a tolerância da peça.
- A Norma Prática: A incerteza expandida ($U$) do sistema de medição deve ser, idealmente, 10% da tolerância total da peça.
- Exemplo: Se a tolerância é de $0,050$ mm, a incerteza do seu calibrador (e do processo de medição) não deve passar de $0,005$ mm.
- Por que isso importa? Se a incerteza for muito alta (ex: 30% da tolerância), a “Zona de Dúvida” fica tão grande que você acaba perdendo quase metade da sua área de produção segura.
B) Zona de Aceitação vs. Zona de Rejeição
A norma ISO 14253-1 estabelece como lidar com os limites:
- Aceitação Plena: A peça só é considerada “Conforme” se o resultado da medição, somado à incerteza, ainda estiver dentro da tolerância.
- Rejeição Plena: A peça é “Não Conforme” se o resultado, mesmo subtraindo a incerteza, estiver fora da tolerância.
- Zona de Incerteza: Se o calibrador indica que a peça está no limite, mas a incerteza “cruza” a linha da tolerância, você não pode afirmar que a peça é boa.
C) O Impacto na Fabricação do Calibrador
Diferente de um micrômetro, o calibrador fixo já “embutiu” a regra de decisão no seu projeto físico:
- Deslocamento de Fabricação: Calibradores de alta qualidade são fabricados com um pequeno deslocamento (afastamento) para dentro da zona de tolerância.
- O Objetivo: Isso garante que, mesmo com a incerteza de medição do operador, o calibrador nunca aprove uma peça ruim. Ele prefere ser “rigoroso demais” do que “permissivo demais”.
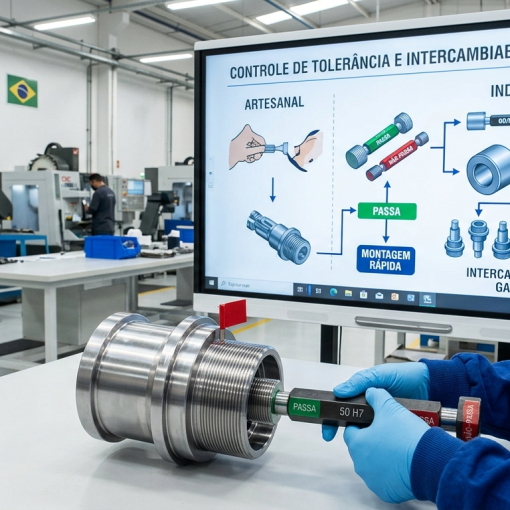
D) Binário vs. Numérico: O Desempate
Quando um calibrador Passa-Não-Passa gera dúvida (o lado Passa entra “justo demais”), a Regra de Decisão exige um Instrumento de Ordem Superior.
- Procedimento CDM: Oriente seu cliente a ter um “procedimento de desempate”. Peças na zona de dúvida do calibrador fixo devem ser levadas para uma Máquina de Medir por Coordenadas (Tridimensional) ou um Micro-Indicador, onde a incerteza é ainda menor, para validar a medida final.
Tabela: Riscos da Regra de Decisão
| Regra Adotada | Foco do Cliente | Consequência Operacional |
| Aceitação Rigorosa | Segurança Total (Ex: Aeroespacial) | Aumenta o custo de refugo, mas garante zero falha no campo. |
| Aceitação Compartilhada | Custo/Benefício (Ex: Bens de Consumo) | Fornecedor e Cliente dividem o risco da zona de incerteza. |
| Sem Regra de Decisão | ALTO RISCO | Disputas comerciais, devolução de lotes e insegurança técnica. |
5. Blindando a Produção contra a Incerteza
Blindar a produção não significa eliminar a incerteza — o que é fisicamente impossível — mas sim dominá-la para que ela nunca afete o produto final ou o relacionamento com o cliente.
A) O Uso da Calibração Rastreada
A primeira camada de blindagem é a origem da medida. Com isso, nunca utilize calibradores que possuam apenas um “certificado de conformidade” de fábrica. Exija certificados de calibração emitidos por laboratórios que comprovem rastreabilidade.
B) Estabilização Térmica Obrigatória
Como vimos, a temperatura é o maior componente “volátil” da incerteza.
- A Blindagem: Implemente a regra de Climatização de Amostras. Peças vindas da usinagem (quentes) devem repousar na sala de medição por um período (geralmente 1 a 4 horas, dependendo da massa) para atingir o equilíbrio térmico com o calibrador a 20°C.
- Resultado: Isso elimina o erro de dilatação diferencial, garantindo que o “Passa” de hoje seja o mesmo “Passa” na inspeção de recebimento do seu cliente.
C) Implementação de “Limites Internos” (Guard Banding)
Esta é a técnica de blindagem mais robusta utilizada por montadoras globais.
- A Técnica: Se a tolerância do projeto é X, a produção trabalha com um limite interno de X – U (onde U é a incerteza).
- Exemplo: Se o furo pode ter até 50,020 mm e sua incerteza é 0,002 mm, seu calibrador de produção deve ser ajustado para rejeitar a partir de 50,018 mm.
- Vantagem: Você cria uma “margem de segurança” que absorve qualquer variação do operador ou do ambiente, garantindo zero defeito enviado ao mercado.
D) Padronização do Método de Inserção (Treinamento)
Muitas vezes, a incerteza vem da “mão” do operador.
- A Blindagem: Crie uma Instrução de Trabalho (IT) visual, demonstrando a pegada correta e a proibição do uso de força. O uso de dispositivos de centragem ou suportes para calibradores anéis ajuda a eliminar o erro de alinhamento, reduzindo a incerteza do fator humano.
Tabela de Blindagem: O Plano de Ação
| Ação de Blindagem | O que ela resolve? | Ganho para o Cliente |
| Certificação RBC | Incerteza do Instrumento | Segurança Jurídica e Técnica. |
| Equilíbrio Térmico | Erro de Dilatação | Consistência entre fornecedor e cliente. |
| Guard Banding | Risco de Falso Positivo | Eliminação de recalls e devoluções. |
| Treinamento de Operador | Erro de Repetibilidade | Redução de descartes de peças boas. |

{kind=link}
{kind=link}
{kind=link}
{kind=link}