Introdução
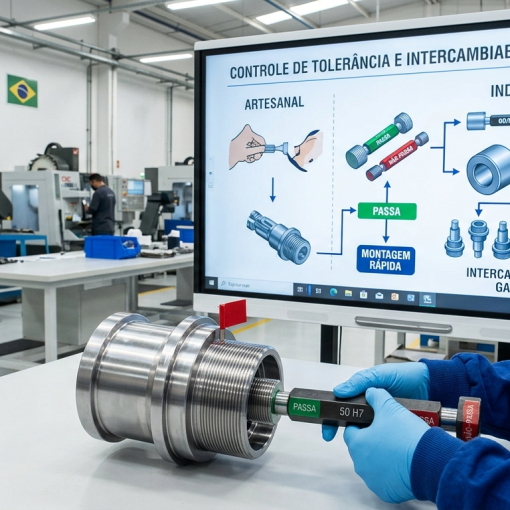
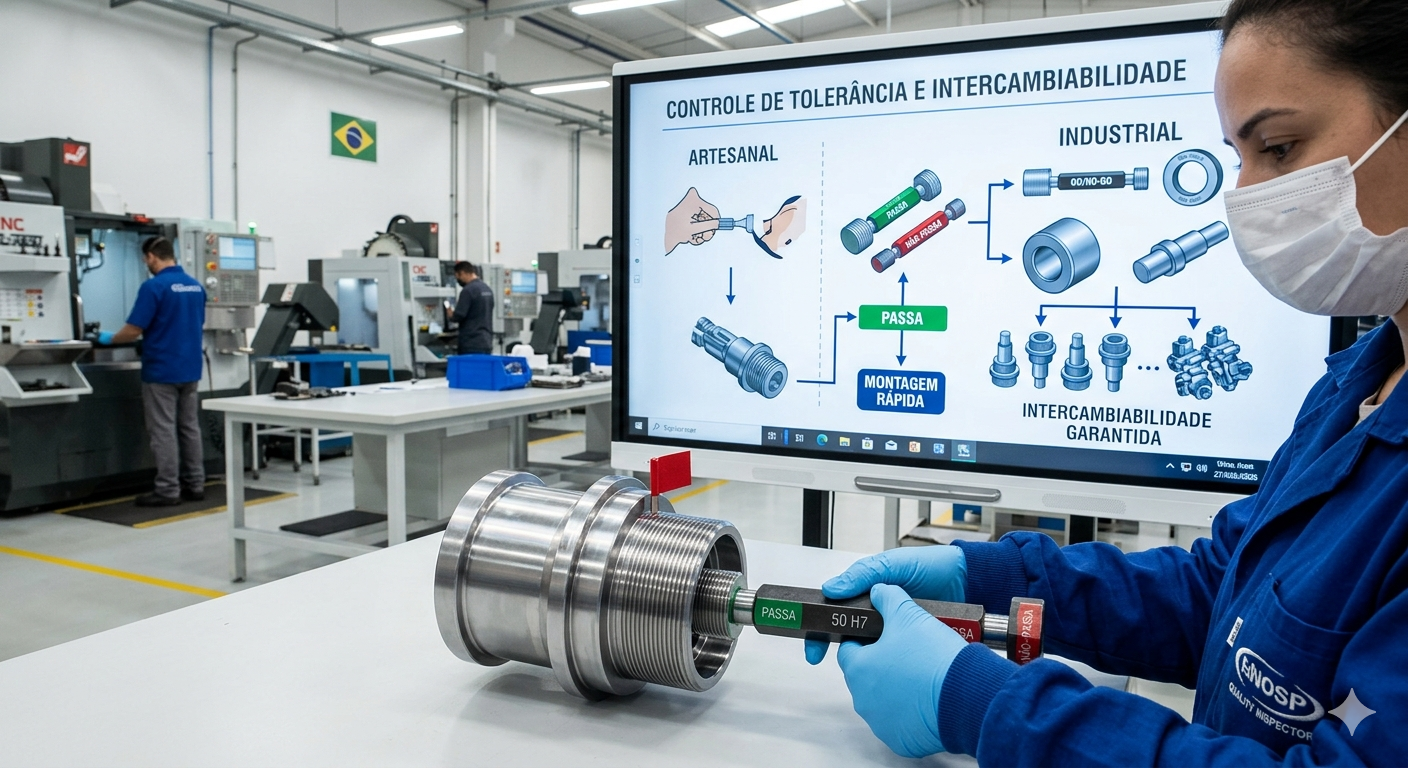
No ambiente da manufatura seriada de alta precisão, a conformidade geométrica de peças e componentes é frequentemente validada por meio de calibradores funcionais do tipo passa/não-passa (como anéis e tampões roscados ou lisos). Esses instrumentos são largamente adotados no chão de fábrica devido à sua rapidez, simplicidade operacional e robustez econômica. No entanto, a eficácia desse método de triagem depende diretamente da exatidão dimensional do próprio calibrador. Como todo processo físico, a fabricação desses instrumentos por usinagem está sujeita a uma série de variações que contribuem para a incerteza de medição do calibrador. Este artigo aborda os cuidados mandatórios no processo de usinagem voltados à redução dessa incerteza e analisa como a otimização metrológica eleva a confiabilidade da inspeção de peças.
1. A Variabilidade na Usinagem e sua Contribuição para a Incerteza
Nenhum processo de fabricação por remoção de cavaco é perfeitamente determinístico. Quer se trate de uma retificação cilíndrica de ultraprecisão ou de um torneamento CNC com ferramentas de diamante, o resultado geométrico final de uma peça sempre flutuará ao redor do valor nominal do projeto.
Quando fabricamos componentes comerciais, pequenas variações geométricas dentro da tolerância do desenho são aceitáveis. No entanto, quando o objetivo da usinagem é a confecção de um calibrador funcional do tipo passa/não-passa (como anéis e tampões lisos ou roscados), essas variações tornam-se críticas. Elas passam a compor a incerteza de medição intrínseca do instrumento, determinando se ele será um padrão confiável ou uma fonte de erros de triagem no chão de fábrica.
Abaixo, detalham-se os três vetores de variabilidade da usinagem e seus impactos metrológicos diretos:
1.1 Erros Cinéticos, Cinemáticos e Térmicos da Máquina-Ferramenta
As máquinas-ferramenta possuem limitações geométricas e dinâmicas intrínsecas que são diretamente transferidas para o calibrador em processo de usinagem:
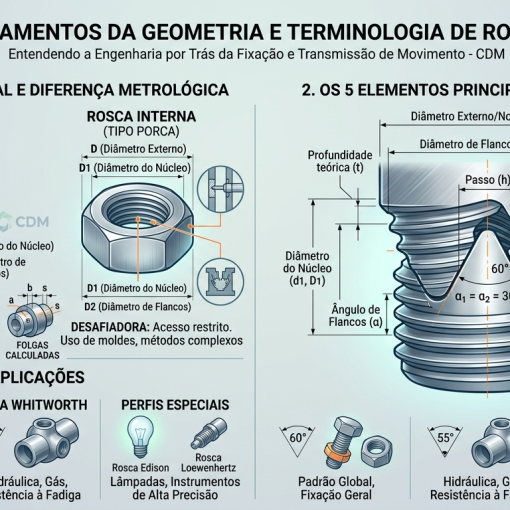
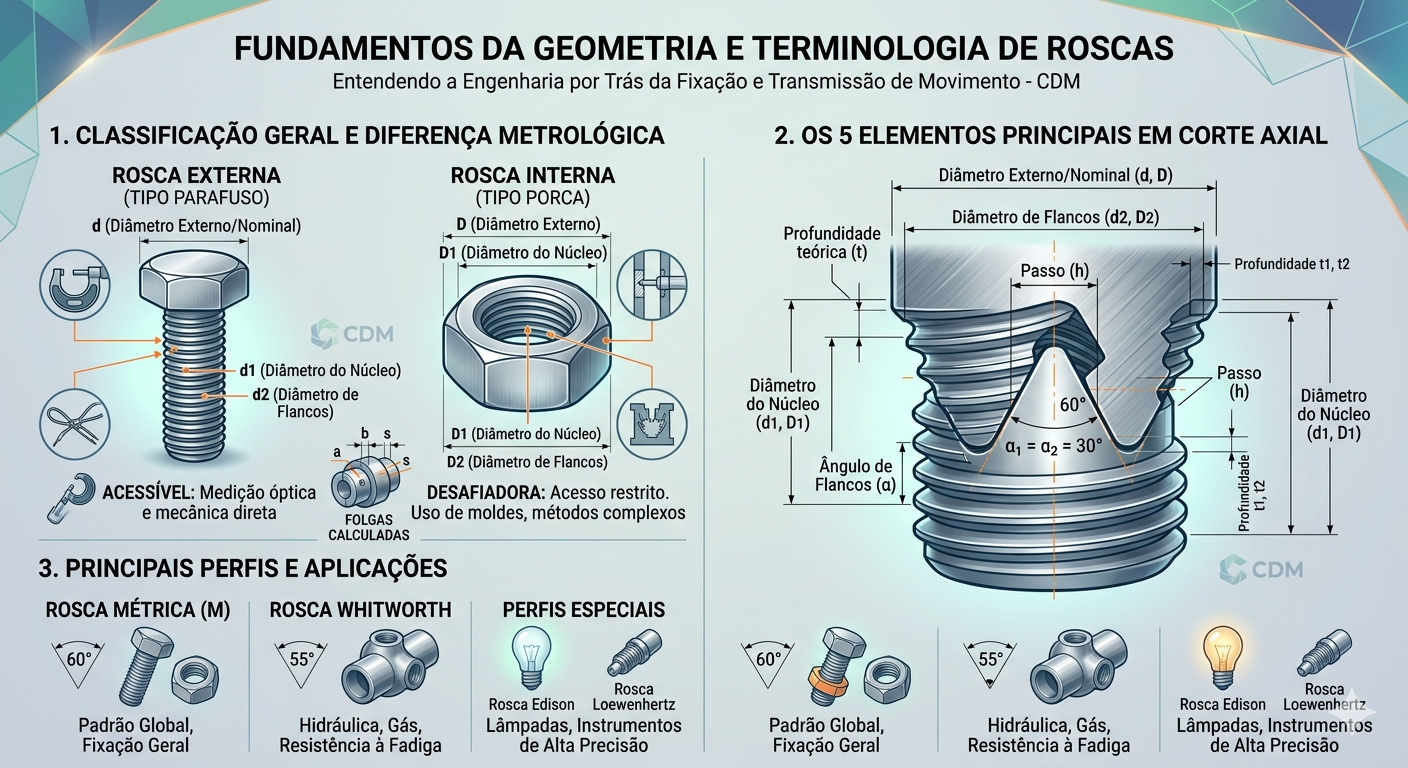
- Erros de Translação e Retilinearidade: Pequenos desvios de paralelismo ou perpendicularidade entre as guias lineares da máquina fazem com que a ferramenta não descreva uma trajetória retilínea perfeita. Na fabricação de um calibrador tampão liso, por exemplo, isso resulta em erros de conicidade ou cilindricidade (efeito “barril” ou “ampulheta”). Em calibradores roscados, desvios na cinemática do fuso de esferas provocam erros acumulados de passo (h).
- Variações Térmicas Estruturais: Durante o funcionamento, os motores, fusos e rolamentos da máquina geram calor, causando a dilatação assimétrica da estrutura do equipamento. Esse deslocamento térmico faz com que a posição relativa entre a ferramenta e a peça mude ao longo do dia. Se um calibrador é usinado logo após a inicialização da máquina (fria) e outro após horas de operação (aquecida), eles apresentarão diâmetros efetivos marcadamente distintos, ampliando a variabilidade do lote.
1.2 A Dinâmica do Corte: Desgaste, Deflexão e Erros de Forma do Gume
A interação física entre o gume da ferramenta e o material do calibrador (geralmente aços-ferramenta de alta dureza ou metal duro) introduz uma variabilidade contínua:
- Evolução do Desgaste da Ferramenta: À medida que o gume usina o material, ele sofre desgaste por abrasão e difusão. A perda de material na ponta da ferramenta altera diretamente o diâmetro da peça usinada, gerando uma tendência de crescimento dimensional ao longo das peças produzidas. Além disso, o desgaste altera o raio de ponta da ferramenta, o que deforma o fundo do filete de um calibrador roscado ou o raio de transição de um calibrador de perfil.
- Flexão Mecânica por Força de Corte: O esforço necessário para cisalhar o metal gera forças radiais e axiais intensas. Essas forças causam a microdeflexão da ferramenta de corte e da própria peça (especialmente se o calibrador for esbelto e fixado entre pontas). Essa deflexão faz com que a ferramenta remova menos material do que o programado no CNC, alterando severamente o diâmetro de flancos (d2, D2) e modificando o ângulo de flancos (alpha) devido à torção elástica do gume.
1.3 Tensões Residuais e Microgeometria Superficial (Rugosidade)
A usinagem não altera apenas as macrodimensões da peça, mas também altera o estado metalúrgico e a textura da superfície do calibrador:
- Indução de Tensões Residuais: As altas temperaturas na zona de corte combinadas com a forte deformação plástica geram tensões mecânicas internas na camada superficial do aço. Se o calibrador não passar por um tratamento térmico rigoroso de alívio de tensões após o desbaste, essas tensões serão liberadas lentamente ao longo do tempo ou durante a retificação de acabamento, provocando distorções geométricas imprevisíveis e empenamentos no instrumento.
- O Mascaramento por Rugosidade: Uma superfície usinada é composta por uma sucessão de picos e vales (rugosidade). Na metrologia por contato (como a inspeção de um calibrador passa/não-passa por micrômetro ou arames), as pontas de medição do instrumento tocam apenas nos picos mais altos da rugosidade. Se o acabamento da usinagem for grosseiro, o diâmetro medido parecerá maior do que a dimensão real do corpo do calibrador. Durante o uso físico no chão de fábrica, esses picos de rugosidade sofrerão um desgaste abrasivo rápido nas primeiras horas de trabalho, fazendo com que o calibrador perca sua dimensão de calibração precocemente
2. Cuidados no Processo de Usinagem para Redução da Incerteza
Para conter os vetores de variabilidade física e térmica da usinagem, transformando um processo comum em uma manufatura de padrão metrológico, a engenharia deve implementar controles estritos. O objetivo desses cuidados é isolar o ambiente de corte, neutralizar erros previsíveis da máquina-ferramenta e garantir que as ferramentas auxiliares de medição intermediária não insiram novas fontes de dúvida no resultado final.
A mitigação da incerteza na fabricação de calibradores passa-não-passa fundamenta-se em três pilares operacionais de engenharia:
2.1 Controle Térmico Rigoroso e Estabilização Ambiental
A expansão e a contração térmica dos metais são as fontes mais comuns de desvios geométricos em micrometros. Para produzir calibradores cujo campo de tolerância total de fabricação é extremamente estreito, o controle de temperatura deve ser absoluto:
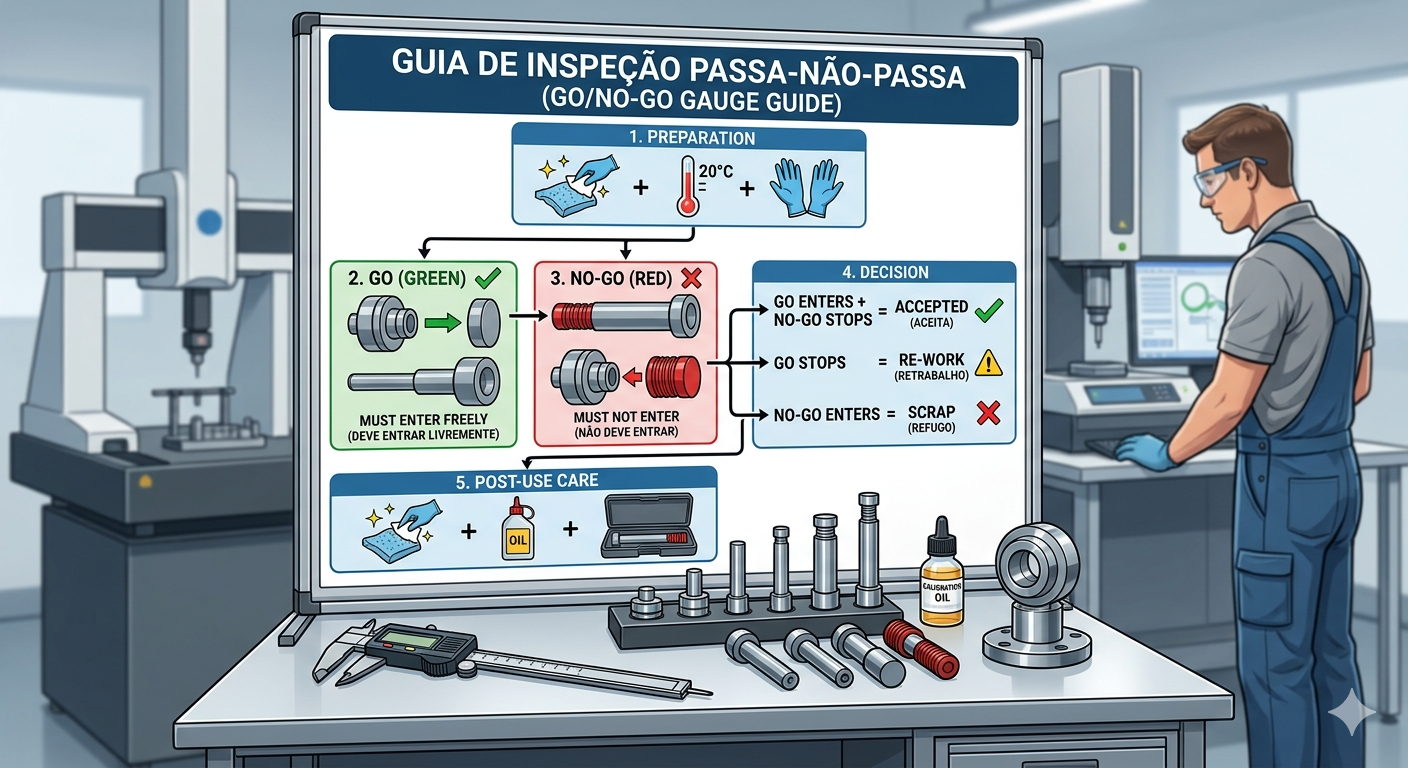
- Climatização do Ambiente de Manufatura: As máquinas-ferramenta destinadas ao acabamento e retificação de calibradores devem operar em salas isoladas e climatizadas, mantidas estritamente na temperatura padrão internacional de metrologia de 20 °C, com oscilações máximas de 0,5 °C. Uma variação de apenas 2 °C durante o ciclo de retificação de um anel ou tampão de grande diâmetro é suficiente para que o componente seja fabricado fora da especificação dimensional normativa.
- Climatização Dinâmica do Fluido de Corte: Não basta apenas climatizar o ar; o fluido de corte que irriga a zona de cisalhamento do cavaco deve passar por unidades de refrigeração com trocadores de calor dedicados. Isso garante que a peça em usinagem permaneça na temperatura de referência constante, anulando os gradientes térmicos gerados pelo atrito do gume contra o material de alta dureza do calibrador.
2.2 Mapeamento e Compensação de Erros Sistemáticos da Máquina
Embora os erros aleatórios sejam difíceis de prever, os erros sistemáticos da máquina-ferramenta (aqueles que se repetem de forma padronizada) podem e devem ser neutralizados através de estratégias avançadas de programação e processo:
- Compensação Eletrônica de Backlash e Erro de Passo: Antes de iniciar a produção de um lote de calibradores roscados, a máquina CNC deve ser mapeada utilizando um sistema de interferometria laser. Os desvios cinemáticos do fuso de esferas e as folgas de inversão de eixos (backlash) são inseridos diretamente nas tabelas de compensação do comando numérico. Isso garante que as trajetórias reais executadas pela ferramenta de retificação sejam matematicamente idênticas às trajetórias teóricas do projeto.
- Estratégias de Fixação para Anular Deflexões: Para calibradores do tipo tampão esbeltos, a força de fixação mecânica entre pontas pode abaular ligeiramente a peça, induzindo erros de conicidade. A usinagem deve adotar o uso de lunetas de apoio sincronizadas e controlar rigorosamente o torque de aperto da contraponta. Além disso, as passadas de acabamento na retificação devem ter profundidades infinitesimais (frequentemente menores que 2 µm) para minimizar a força radial de corte e eliminar completamente a deflexão mecânica da ferramenta.
2.3 Rastreabilidade, Calibração e Correção de Elementos Auxiliares
Um dos maiores erros na manufatura metrológica é monitorar o processo na máquina utilizando instrumentos ou elementos de suporte sem a devida correção individual:
- O Perigo do Uso de Dimensões Nominais: Durante o processo de fabricação mecânica, é comum o operador medir o diâmetro de flancos da rosca externa de um calibrador tampão utilizando o método dos arames. No entanto, é um erro metrológico grave utilizar o diâmetro nominal gravado na caixa do jogo de arames (ex: 1,000 mm) nos cálculos de verificação em processo. O diâmetro real efetivo de cada arame (ex: 1,002 mm), obtido via certificado de calibração rastreável, deve ser obrigatoriamente digitado nos computadores de bordo da máquina.
- Propagação Matemática de Erros: Como o ângulo de flanco de uma rosca métrica normalizada é de 60°, a geometria trigonométrica do perfil dita que qualquer erro não corrigido no diâmetro do arame auxiliar propaga-se de forma amplificada para o diâmetro de flancos calculado. Um desvio infinitesimal de apenas 1 µm no diâmetro do arame que não seja corrigido pelo operador induz um erro sistemático de aproximadamente 3 µm na leitura do diâmetro de flancos. Se a tolerância total do calibrador for de poucos mícrons, essa falha de cuidado consome toda a margem de segurança do instrumento, elevando a incerteza de medição a níveis inaceitáveis.
3. O Impacto da Redução da Incerteza na Confiabilidade da Medição
A incerteza de medição não é apenas um número em um certificado de calibração; ela representa quantitativamente a margem de dúvida sobre a veracidade de um resultado. Quando se trata de calibradores funcionais passa/não-passa, que realizam uma triagem do tipo binária (aceita ou rejeita a peça), a magnitude dessa incerteza afeta diretamente os riscos associados ao controle de qualidade industrial.
Ao reduzir a incerteza de fabricação e medição do calibrador por meio dos cuidados rigorosos na usinagem, a empresa obtém um ganho expressivo em dois pilares da confiabilidade metrológica:
3.1 Blindagem Contra Falsos Rejeitos e Falsos Aceites (Risco do Consumidor e do Produtor)
Matematicamente, a incerteza de medição cria uma “zona de dúvida” ou região de transição nas fronteiras dos limites de tolerância da peça especificados no projeto.
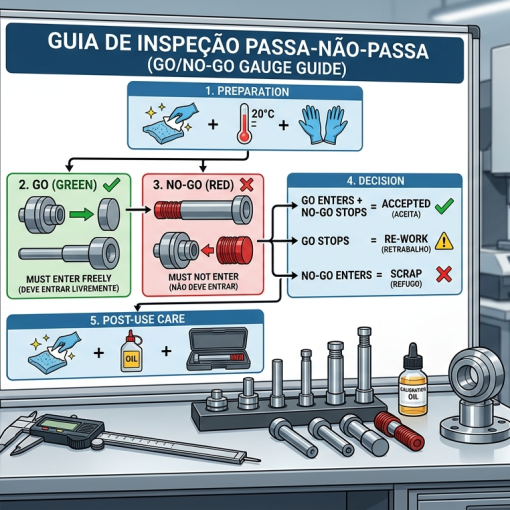
- O Fenômeno do Falso Rejeito (Risco do Produtor): Se a usinagem entregar um calibrador tampão “Passa” com desvios geométricos acumulados e alta incerteza, o instrumento apresentará uma dimensão efetiva ligeiramente maior do que o limite normativo inferior da peça. Como consequência prática no chão de fábrica, o calibrador não entrará em furos de peças que, na realidade, foram usinadas dentro da tolerância correta. Isso gera o descarte ou o retrabalho desnecessário de lotes inteiros de peças boas, elevando os custos de produção e gerando atritos internos entre a manufatura e a qualidade.
- O Perigo do Falso Aceite (Risco do Consumidor): Este é o pior cenário para a credibilidade de uma empresa. Se o calibrador “Não-Passa” possuir uma incerteza elevada ou desgaste não monitorado, ele permitirá o ingresso em furos (ou o acoplamento em eixos) que já ultrapassaram o limite de engenharia tolerável. Peças defeituosas, com folgas excessivas ou roscas frouxas, serão validadas como “conformes” pela inspeção e enviadas diretamente para a linha de montagem do cliente. A falha só será detectada em campo, gerando quebras de braço comerciais, devoluções de lotes e quebra de contratos.
Ao comprimir a incerteza do calibrador para níveis mínimos, essa zona de transição e dúvida é severamente reduzida. A tomada de decisão do inspetor torna-se nítida e segura: o que o calibrador aprova está verdadeiramente correto, e o que ele barra está verdadeiramente incorreto.
3.2 Otimização e Maximização da Vida Útil do Calibrador
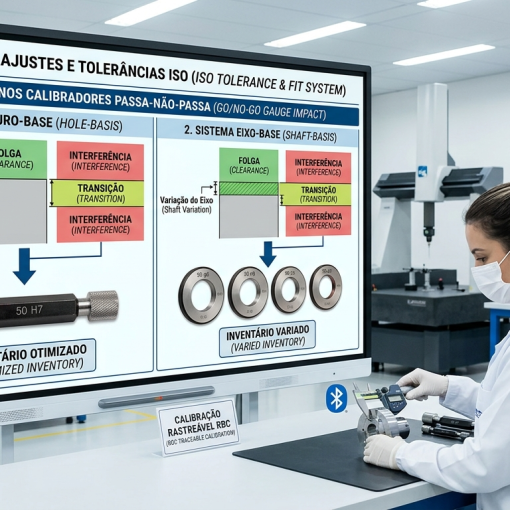
As diretrizes normativas internacionais que regulam os calibradores funcionais preveem que o instrumento sofrerá um desgaste abrasivo natural ao longo do tempo devido ao atrito mecânico contínuo contra as superfícies metálicas das peças inspecionadas. Por esse motivo, as normas reservam uma fração do campo de tolerância especificamente como uma janela de tolerância para desgaste.
- A Divisão do Espaço de Tolerância: O campo de tolerância total do calibrador é disputado pelo erro de fabricação da usinagem (incerteza) e pela margem de desgaste permitida por norma.
- O Ganho de Ciclos de Inspeção: Quando o processo de usinagem e retificação do calibrador é executado com controle térmico e correção de erros de hélice e arames, a incerteza inicial do instrumento cai drasticamente. Como o erro residual da manufatura consome uma parcela infinitesimal da tolerância normativa, quase a totalidade da janela fica livre para absorver o desgaste operacional.
Na prática industrial, um calibrador fabricado com baixa incerteza pode realizar milhares de ciclos de inspeção a mais antes que sua dimensão atinja o limite máximo de desgaste para descarte. Isso reduz o custo de propriedade do ativo, diminui a frequência de calibrações laboratoriais e estende o período de estabilidade e confiabilidade na linha de produção em série.
Com esta seção, finalizamos o aprofundamento detalhado de todos os tópicos deste artigo sobre a manufatura metrológica de calibradores.
Conclusão
O Diferencial CDM na Manufatura Metrológica
A confiabilidade metrológica no chão de fábrica não se inicia no momento em que o inspetor testa uma peça, mas sim durante a usinagem do próprio instrumento que servirá de padrão. É exatamente nesse ponto que a CDM se diferencia no mercado: ao controlar rigorosamente as variáveis de fabricação, realizar correções matemáticas avançadas de erros sistemáticos e calibrar individualmente cada elemento de suporte, nós comprimimos a incerteza de medição a níveis mínimos que poucas empresas conseguem atingir.Este domínio técnico e o rigor produtivo da CDM agregam um valor inestimável ao produto final dos nossos clientes. Minimizar a incerteza dos nossos calibradores garante que a sua triagem por passa/não-passa funcione como um filtro absoluto de qualidade. O resultado prático para a sua empresa é a blindagem da integridade mecânica dos seus produtos, a eliminação de custos com falsos rejeitos e a consolidação da sua credibilidade técnica frente ao mercado — diferenciais competitivos que só um parceiro especialista como a CDM pode assegurar.
{kind=link}
{kind=link}
{kind=link}
{kind=link}